Название патента:
FDM-печатное изделие с порошковым покрытием, способ его производства и устройство.
Дата публикации патента: — 05.07.2023
Изобретатели:
- HIKMET, Rifat Ata Mustafa 5656 AE Eindhoven (NL)
- ANSEMS, Wilhelmus Johannes Hendricus 5656 AE Eindhoven (NL)
Этот патент описывает инновационный метод улучшения качества поверхностей 3D-печатных объектов, созданных с помощью технологии Fused Deposition Modeling (FDM), путём применения порошковых красок.
В чем проблема 3D-печати?
- Самый популярный и дешёвый метод 3D-печати — это FDM (послойное наплавление). Принтер плавит пластиковую нить (филамент) и укладывает её слой за слоем.
- Этот способ печати не позволяет получить идеально гладкую поверхность готового изделия. На ней всегда видны «ребра» или «ступеньки» (этот эффект так и называют — «лестничный» или «ребристый»)
- Существующие методы сглаживания поверхности отпечатанного изделия (например, парами растворителя) сложны, требуют химикатов и могут «заплыть» и испортить мелкие детали самой детали.
Предлагаемое решение
Изобретение подразумевает простую и эффективную двухэтапную процедуру сочетания FDM-печати с нанесением порошковой краски:
-
Этап печати:
- Деталь печатают на обычном FDM 3D-принтере из термопластика (ABS, PLA, поликарбонат и др.).
- Для печати можно использовать разные пластики (поликарбонат PC, полиэфирсульфон PSU, PET и др.).
- Поверхность детали остается ребристой, как и у любой FDM-печати.
-
Этап покраски (ключевой этап):
- Напечатанную деталь покрывают порошковой краской.
- Важный нюанс: Чтобы порошковая краска держалась на пластике, его поверхность нужно сделать электропроводящей. Это достигается двумя способами:
- Вариант А: Печатать деталь из специального пластика, в который добавлены углеродные частицы (графит, графен и т. д.). Также можно добиться электропроводности, используя металлические частицы, такие как частицы серебра или покрытые серебром медные частицы и т. д. Также можно использовать металлические провода из стали и никеля, для достижения электропроводности. Электропроводящий материал, может быть встроен в 3D-печатный материал.).
- Вариант Б: Покрыть обычную пластиковую деталь тонким слоем токопроводящей грунтовки (например, на основе графита).
- Затем с помощью электростатического пистолета на заряженную деталь напыляют порошковую краску. Частички краски прилипают к поверхности благодаря электростатике.
- После этого деталь помещают в печь. Порошок плавится, растекается ровным слоем и полимеризуется (затвердевает), образуя прочное, гладкое и сплошное покрытие.
Преимущества метода:
- идеальная поверхность: полностью скрывает все неровности от печати, создавая глянцевую, гладкую поверхность, как у фабричных изделий;
- сохраняет макро-геометрию: в отличие от вязких жидких красок, покрытие из порошковой краски не «скругляет» углы и не скрывает заданную геометрию (фаски, изгибы);
- устраняет микродефекты: эффективно маскирует ребристую структуру FDM, создавая гладкую поверхность;
- прочность и долговечность: покрытие из порошковой краски образует прочный, стойкий к внешним воздействиям слой;
- эстетика: Можно легко получить не только гладкие, но и текстурированные поверхности, а также широкую гамму цветов.
Ключевые особенности технологии
Электропроводящая поверхность
Для электростатического нанесения порошка поверхность должна проводить ток.
Решение: добавление в филамент электропроводящих добавок (уголь, графит, металлические частицы) ИЛИ предварительное нанесение токопроводящего грунта.
Низкотемпературное отверждение
Чтобы не повредить пластиковую деталь, используется порошковая краска на основе реактопластов (термореактивных полимеров).
Отверждение происходит при температурах ниже температуры стеклования (Tg) основного пластика, часто с помощью УФ-излучения.
Контроль толщины покрытия
Толщина покрытия точно дозируется, чтобы скрыть микронеровности («ребра»), но не повлиять на макроформу («подструктуру») детали.
Основные группы рисунков
- Рис. 1a-1c: общее устройство 3D-принтера и его основные компоненты.
- Рис. 2a-2c: сам метод (3Д печать + порошковая окраска) и структура готового изделия.
- Рис. 3a-3e: различные примеры и варианты применения изобретения.
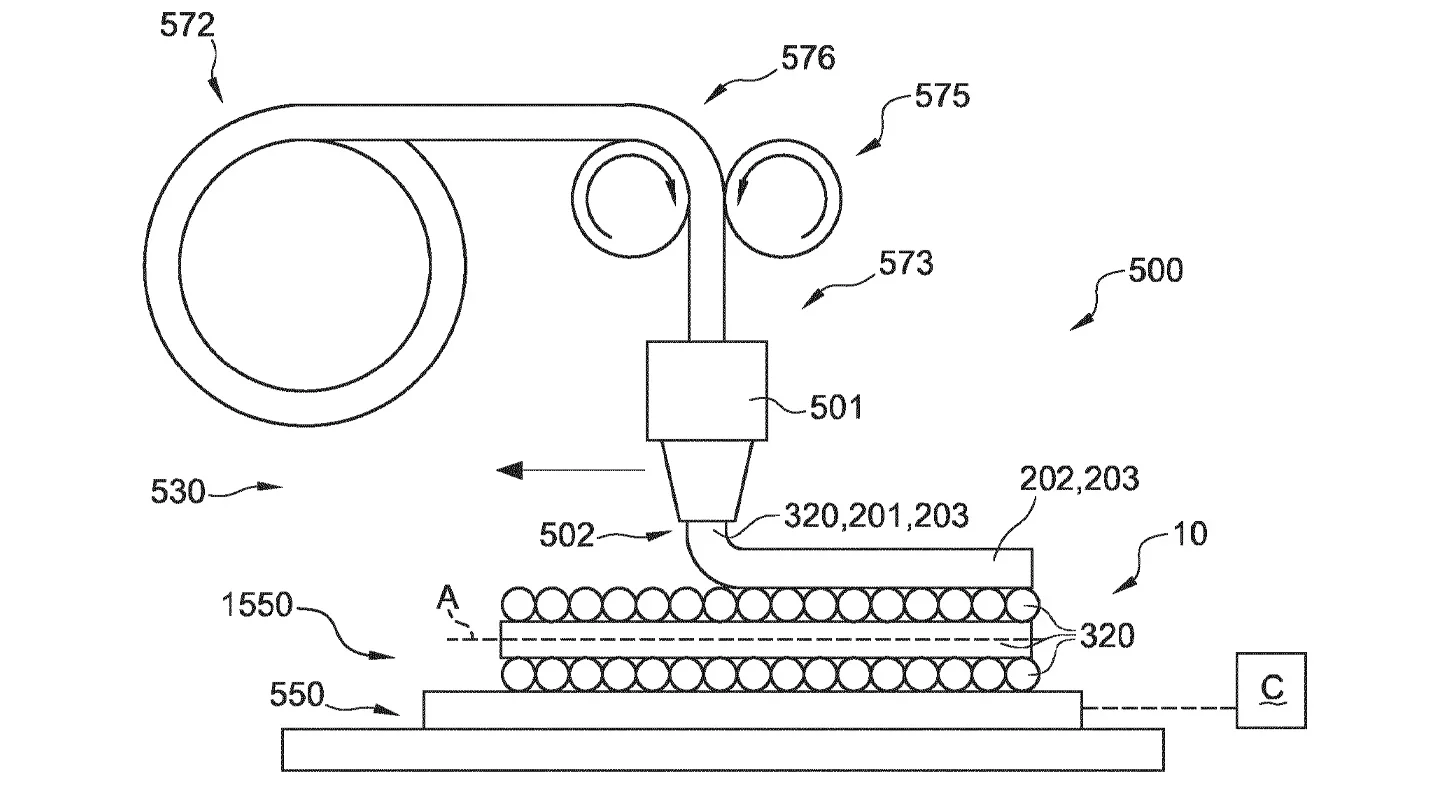
На вышеприведённых рисунках (Рис. 1A-1C) применены следующие обозначения для объяснения того, как устроен 3D-принтер:
- 500 — сам 3D-принтер.
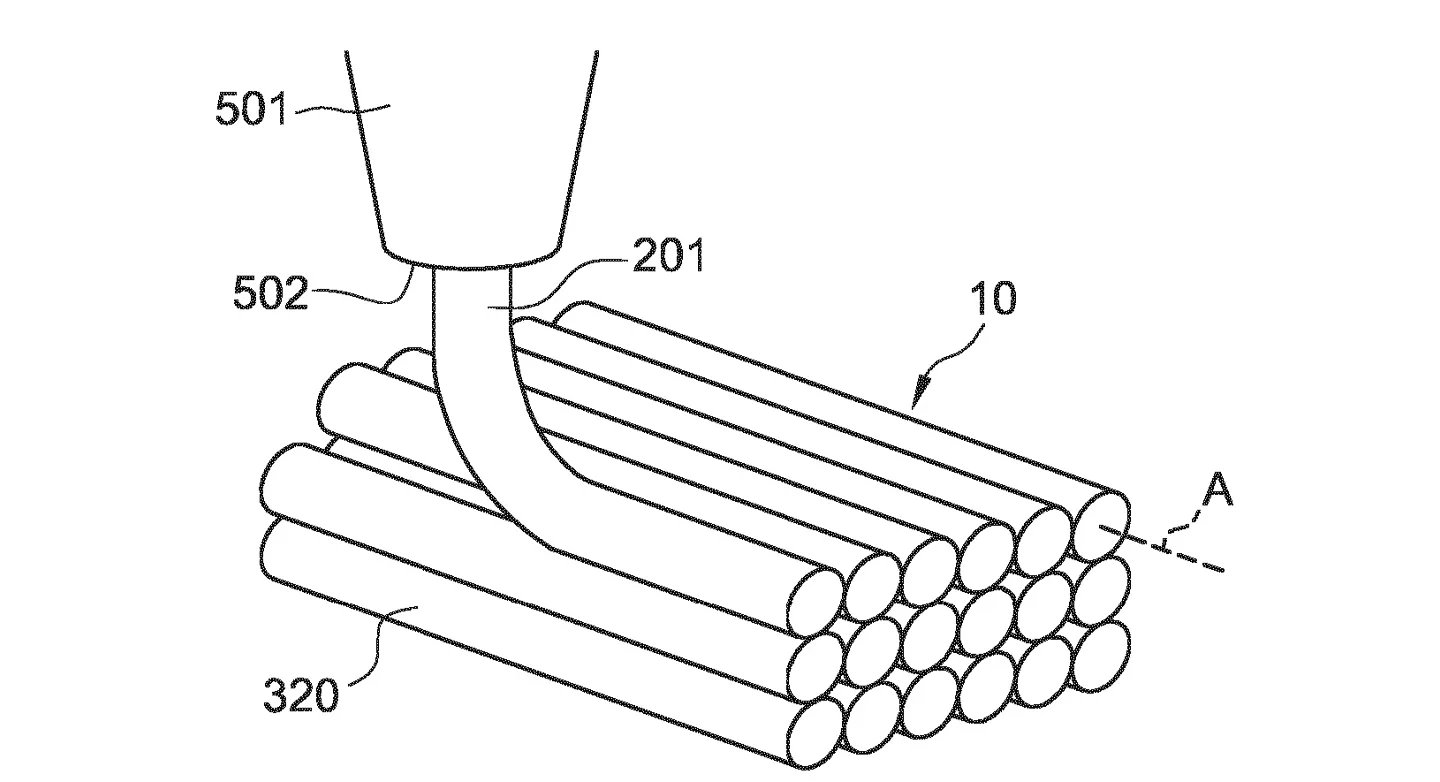
- 501 — печатающая головка (их может быть несколько). Это основная часть, которая выдает расплавленный пластик.
- 502 — сопло печатающей головки (тоже может быть несколько). Это маленькое отверстие, через которое пластик выходит тонкой нитью.
- 320 — нить (филамент) из пластика, которая подается в принтер.
- 572 / 575 — катушка с пластиковой нитью и механизм ее подачи (подающее устройство).
- 573 — устройство внутри головки, которое плавит пластик, прежде чем он выйдет из сопла.
- 550 / 1550 — основание или платформа, на которой печатается деталь («подложка» или «приемный предмет»).
- 201 / 202 — сырой пластик для печати (201) и уже напечатанный материал на детали (202).
- 203 — термопластичный материал (тип пластика, который плавится при нагреве).
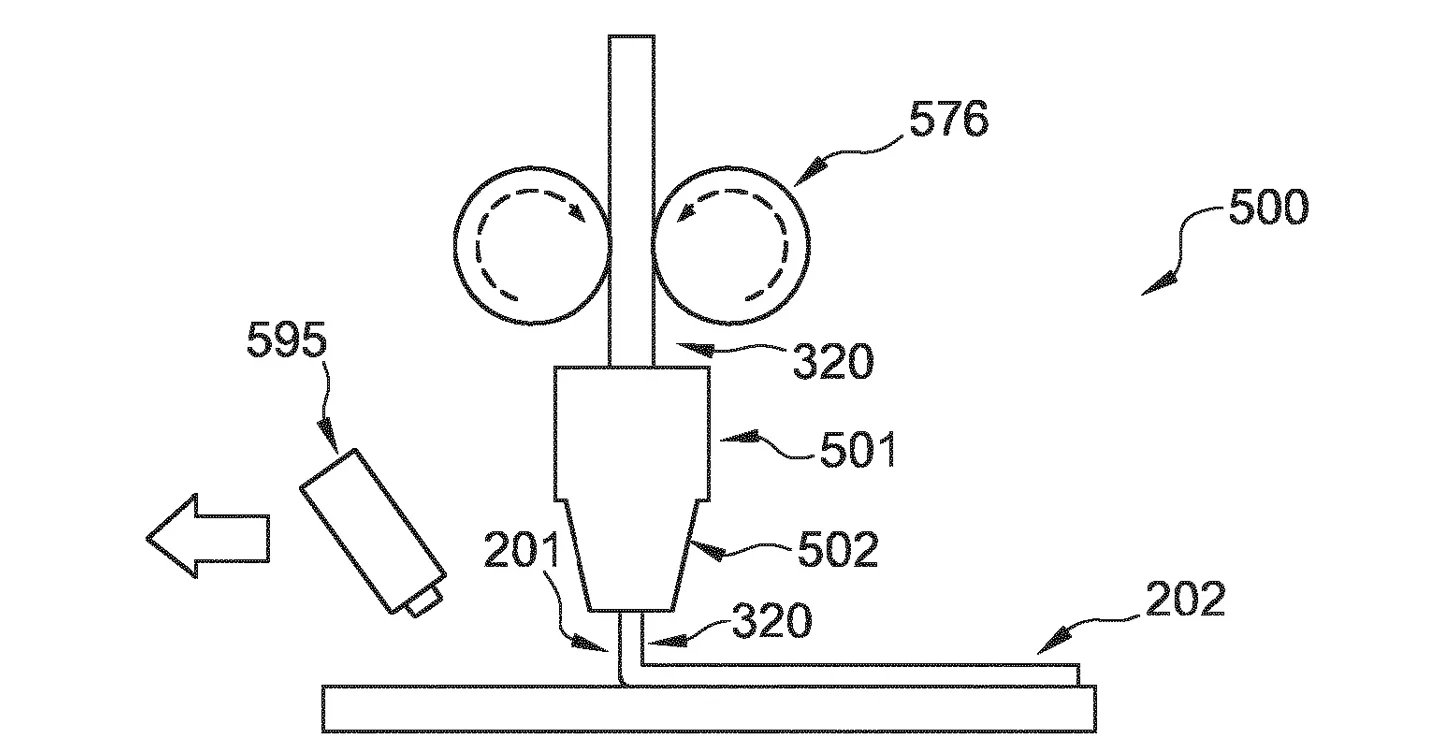
- 595 — аппликатор для нанесения порошкового покрытия (например, корона-пушка). Это ключевое дополнение к принтеру в этом изобретении!
- C — система управления, которая может, среди прочего, нагревать или охлаждать платформу для печати.
Проще говоря, на Рис. 1 показано, как принтер (500) берет пластиковую нить (320) с катушки (575), плавит её в головке (501) и через сопло (502) укладывает слоями на платформу (550), создавая деталь (10). На Рис. 1c показано, что к этому принтеру добавили красящий пистолет (595) для порошковой краски.
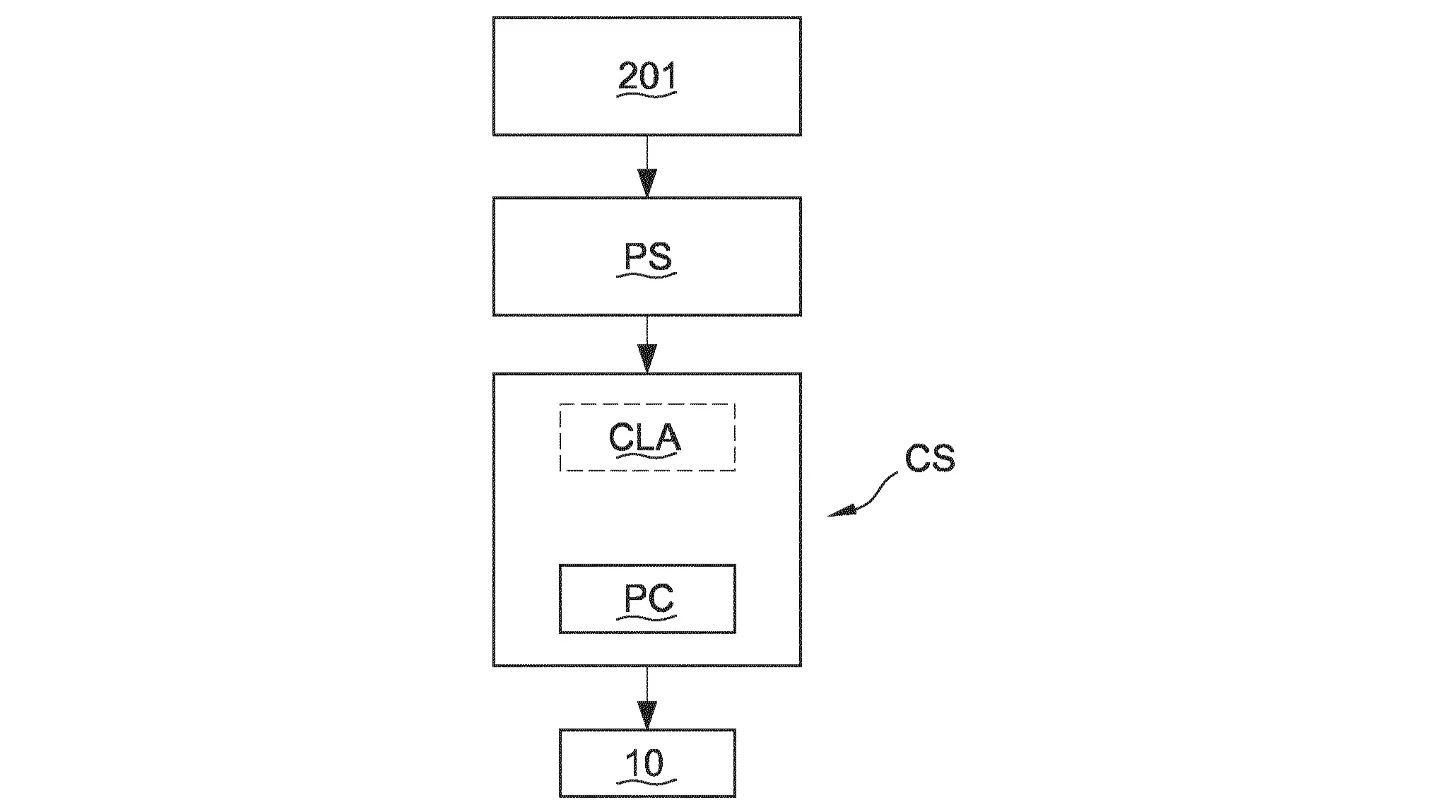
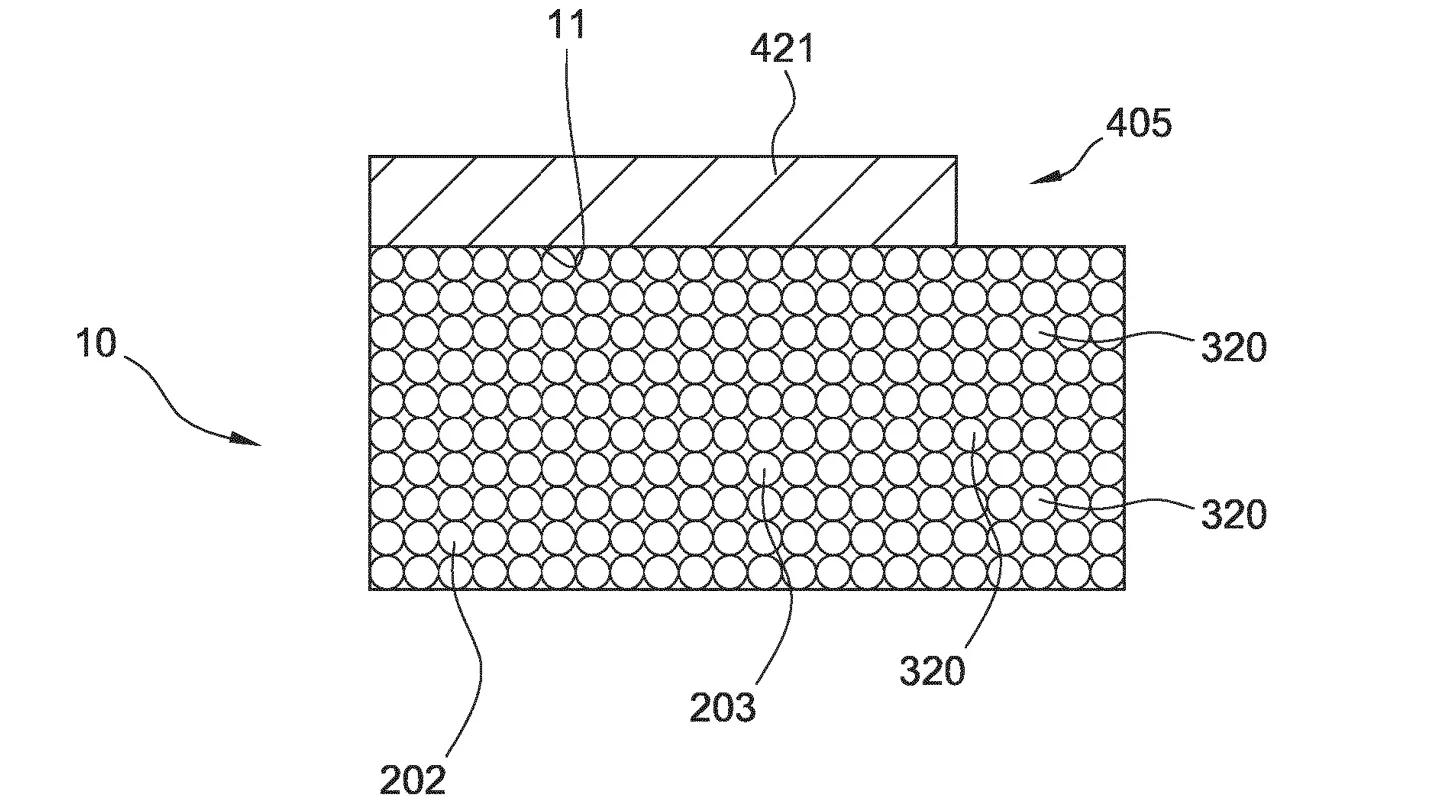
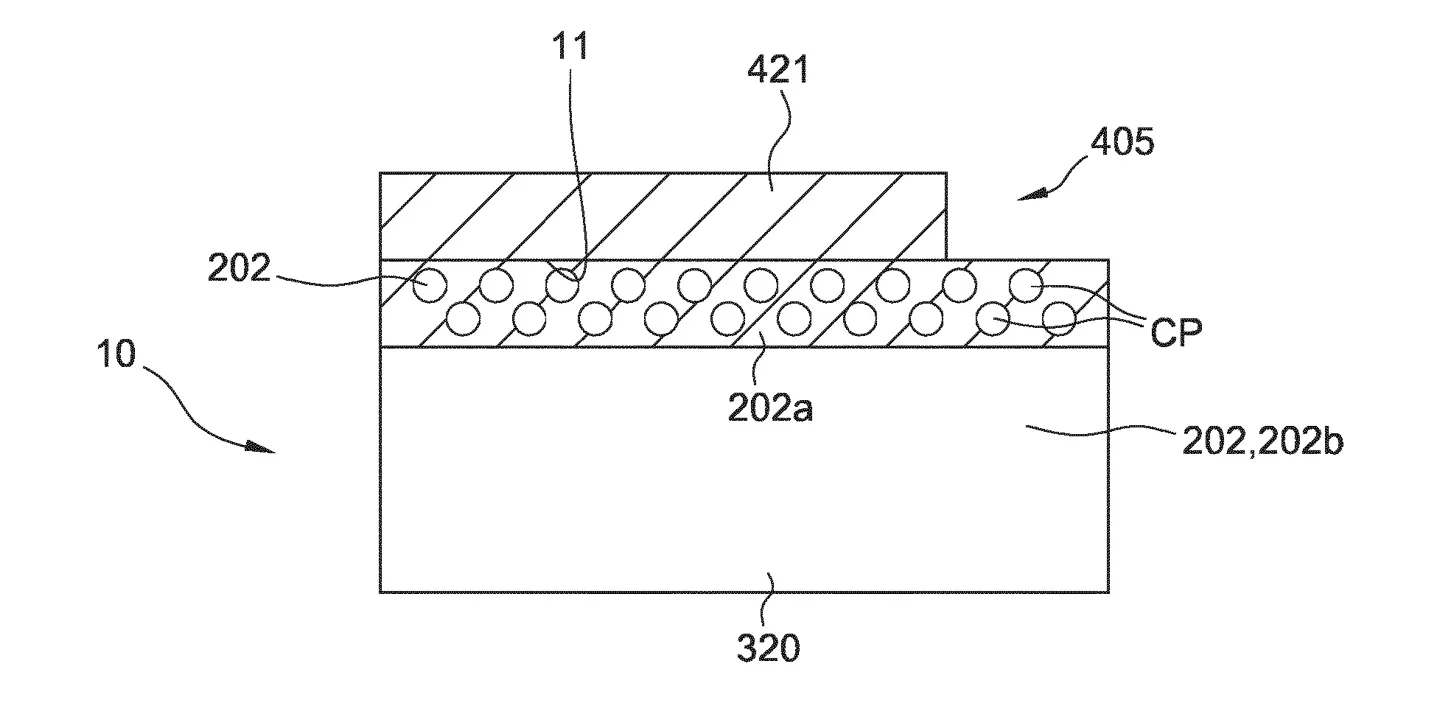
На вышеприведённых рисунках (Рис. 2A-2C) применены следующие обозначения для объяснения метода и показа готового изделия:
- PS / CS — блок-схема, показывающая два основных этапа: Этап Печати (PS) и Этап Покрытия (CS);
- 10 — готовая 3D-напечатанная деталь;
- 11 — поверхность детали;
- 405 — порошковая краска, нанесенная на поверхность;
- 421 — материал самого покрытия (термореактивный полимер, который при нагреве становится прочным и не плавится снова);
- CP (Рис. 2C) — углеродные частицы. Их добавляют в пластик для печати, чтобы сделать деталь электропроводящей;
- 202a / 202b (Рис. 2C) — показывает, что деталь можно печатать из двух материалов — прово-дящего (202a, для поверхности под покраску) и изолирующего (202b, для внутренней части, чтобы экономить дорогой материал).
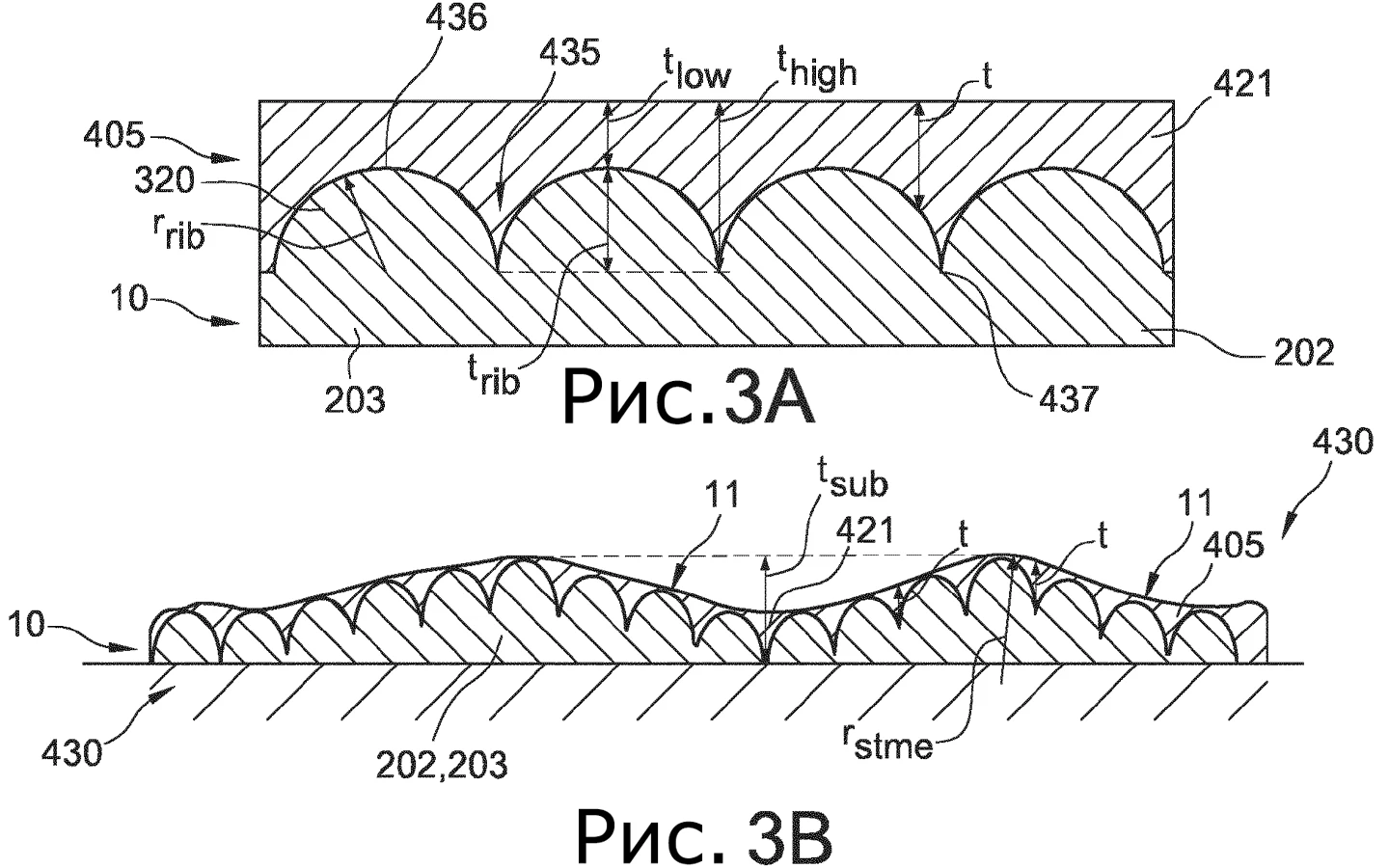
Рисунки 3A и 3B — примеры 3D-изделий

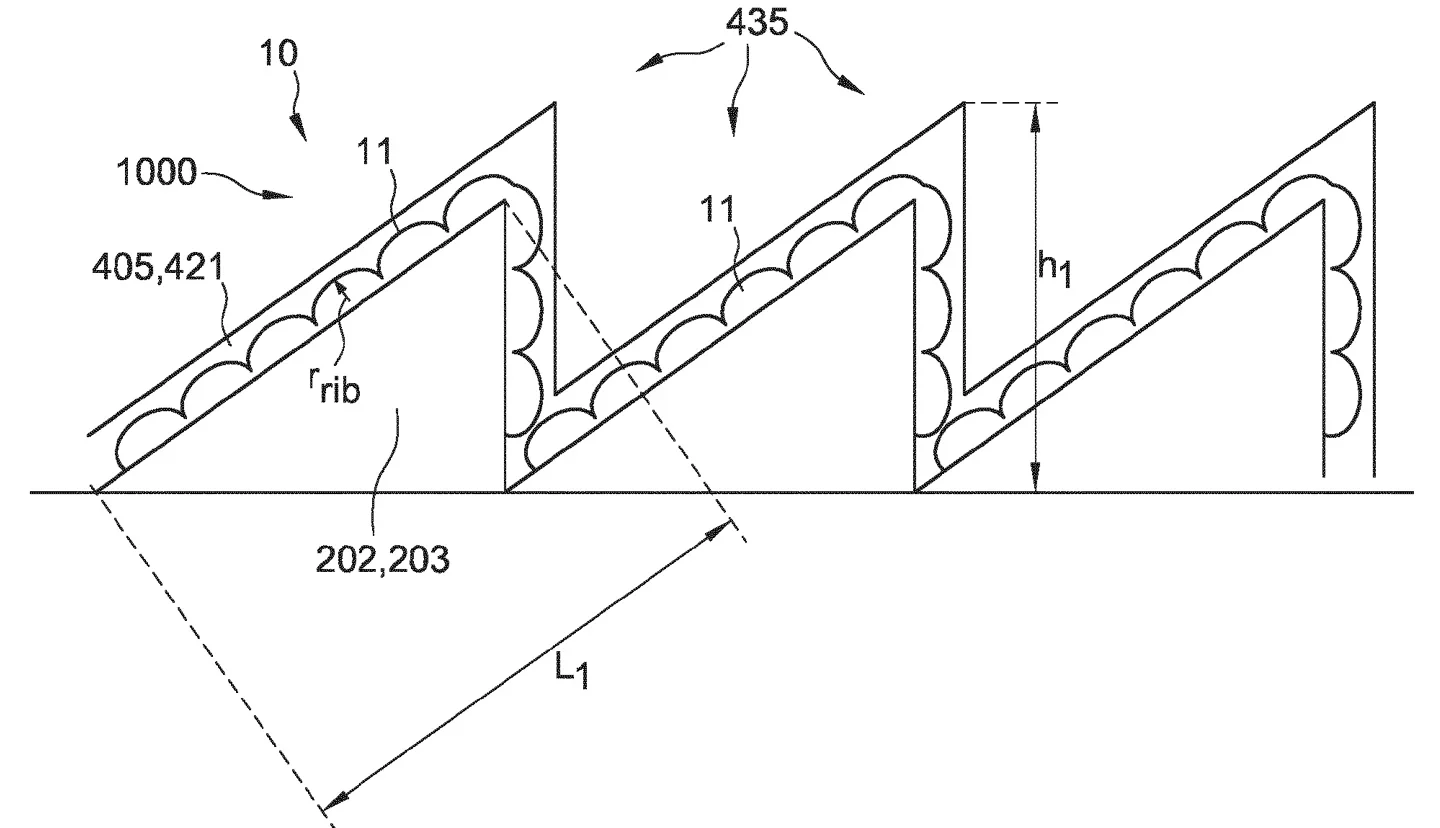
На вышеприведённых рисунках (Рис. 3А-3E) приведены примеры готовых изделий и их ньюансы:
- 435 — характерная «ступенчатая» структура от 3D-печати, которую нужно скрыть;
- 436 / 437 — верхушки (436) и впадины (437) этих «ступенек». Разница в высоте между ними называется t_rib;
- t_low / t_high — толщина слоя краски над верхушкой (t_low) и во впадине (t_high) «ступеньки». Важно, чтобы слой краски был тонким наверху и толстым во впадинах, чтобы хорошо их заполнить;
430 — общая сложная (неплоская) форма детали, например:
-
431 — изогнутая структура
-
432 — грань (фасет)
-
- t_sub / h_sub — высота или рельеф этой основной сложной формы;
- 1000 (Рис. 3d) — пример готового продукта — оптический элемент (например, линза), сделанный с помощью этого метода. Его рабочая поверхность (1001) — это как раз та самая покрытая краской поверхность детали (11).
Главная мысль рисунков 3-ей группы — порошковое покрытие отлично справляется с маскировкой мелких «ступенек» от печати (t_rib), при этом не нарушая и не скрывая общую красивую и сложную форму детали (t_sub), которую задумал дизайнер.
Области применения
Метод идеален для создания функциональных и декоративных изделий со сложной геометрией и высокими требованиями к качеству поверхности:
- оптические компоненты: рефлекторы, линзы, коллиматоры;
- светотехника: корпуса и отражатели для светильников;
- дизайнерские изделия: предметы с фацетками, криволинейными поверхностями и прочие декоративные и художественные объекты;
- детали с сложной геометрией, требующие гладкой поверхности.
В патенте приведены конкретные успешные примеры:
- были напечатаны цилиндры и конусы с неровностями высотой от 50 до 200;
- их поверхность сделали проводящей (либо через материал, либо через грунтовку);
- нанесли различные марки порошковых красок (эпоксидные, полиуретановые);
- после запекания в печи при 130–230°C получили идеально гладкие поверхности.
Заключение
Данное изобретение позволяет сочетать преимущества FDM-печати (скорость, стоимость, сложная геометрия) с качеством поверхности, ранее доступным только для более дорогих и медленных технологий, таких как PolyJet или стереолитография. Это открывает новые возможности для использования 3D-печати в серийном производстве конечных продуктов, а не только прототипов.