
Из-за своего состава и формы пигменты со спецэффектами не могут быть включены в порошковые краски так же, как обычные пигменты. Механическое напряжение, прикладываемое к компонентам порошковой краски во время предварительного смешивания и экструзии, особенно в мельнице, практически разрушит пластинчатые пигменты. Поэтому их необходимо добавлять в порошковую краску на более поздних этапах производства. Для этого процесса существуют два устоявшихся метода. В процессе сухого смешивания пигменты со спецэффектами и порошковая краска смешивают как можно бережнее в простой и недорогой мешалке. Процесс бондирования, с другой стороны, характеризуется тем, что пигменты со спецэффектами термически связываются с частицами порошковой краски. Оба метода имеют свои преимущества и недостатки, которые показаны в Таблице 1.
Преимущества |
Недостатки |
Бондирование |
Бондирование |
|
Возврат в оборот вторичной порошковой краски |
Увеличение производственных расходов (0,1 – 2,00 евро/кг, плюс стоимость пигмента) |
|
Улучшенные свойства порошковой краски |
Изменение гранулометрического состава |
|
Улучшенное поведение краски в потоке воздушно-порошковой смеси |
Риск разрушения пигмента |
|
Улучшенное заряжание и прилипание краски |
Усложнение производства |
|
Однородный внешний вид покрытия |
Более высокие требования к охране труда |
|
Выше концентрация пигмента со спецэффектом |
Капитальные расходы при расчёте на собственное производство |
|
Новые возможности стиля и внешнего вида покрытия |
Потеря времени при передаче производства на сторону |
Сухое смешение |
Сухое смешение |
|
Быстрое и недорогое производство |
Разделение пигмента и частиц порошковой краски во время напыления |
|
Нет изменений в гранулометрическом составе |
Ограниченное количество пригодных пигментов и низкий предел содержания пигмента в краске |
|
Легко выполнимо |
Опасность появления мутных участков и неоднородности на поверхности покрытия |
Бондирование
С точки зрения свойств получаемых порошковых красок преимущества бондирования значительно перевешивают его недостатки. Пигмент и частицы порошковой краски связаны друг с другом и больше не могут двигаться независимо друг от друга. Таким образом, разделение порошка и пигмента в значительной степени устраняется; внешний вид покрытия становится более однородным, а вторичный порошок по составу похож на свежий.
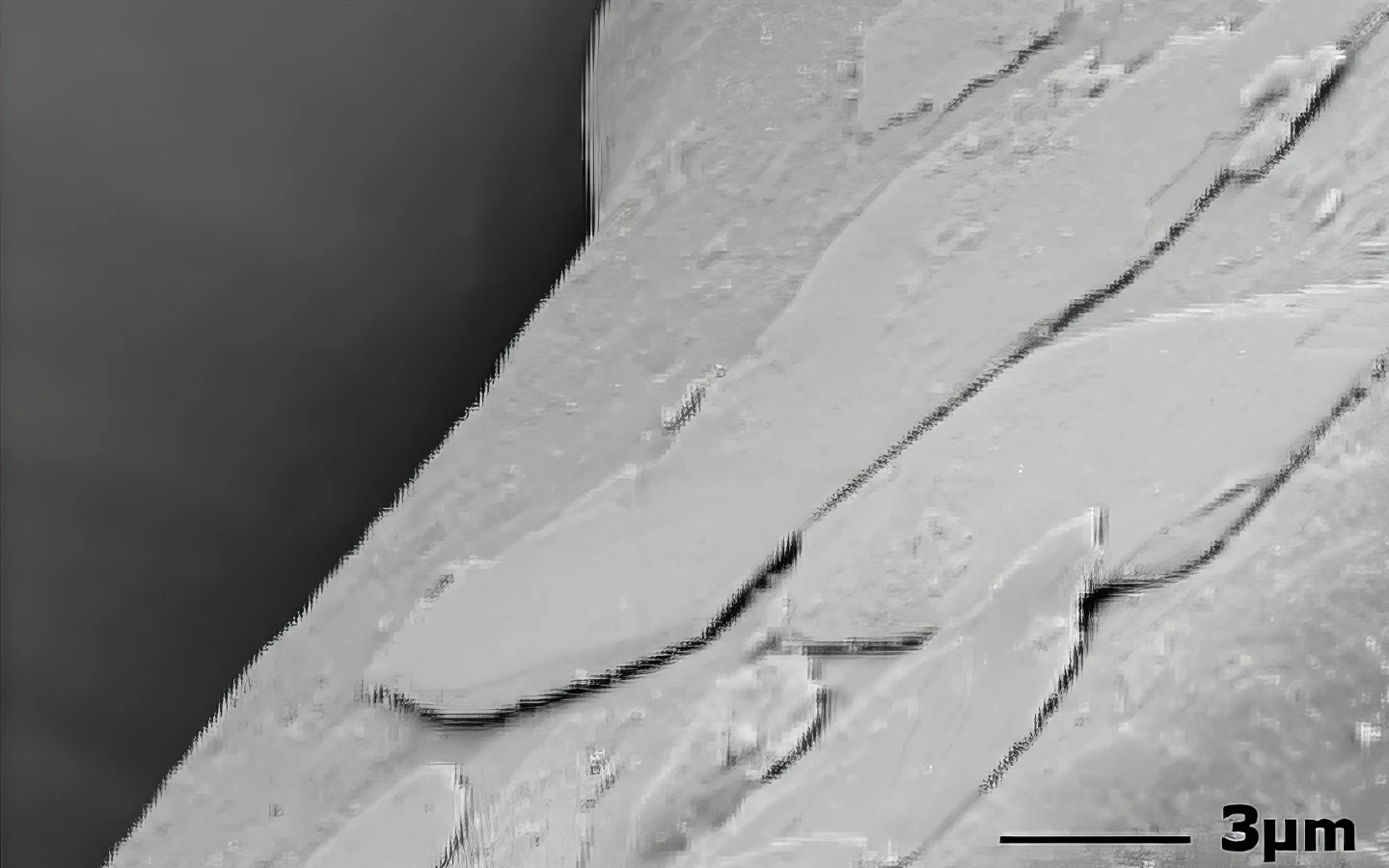
Для достижения оптимального результата механическое напряжение на пигменте, вызванное процессом бондирования, должно быть как можно ниже. Частицы пигмента, часто тоньше 1 мкм, могут сломаться из-за высоких сдвигающих усилий в смесителе. Результатом являются изменения их цвета и блеска. Истирание диоксида титана во время склеивания также может значительно снизить устойчивость порошковой краски к атмосферным воздействиям. Регулировка контроля температуры, скорости вращения шнека при смешивании и длительности смешивания может существенно снизить повреждение пигментов. Это улучшает эксплуатационные характеристики покрытий и экономит деньги.
Не все пигменты обладают способностью к склеиванию со смолами порошковой краски. Время от времени наблюдаются случаи, когда некоторые пигменты недостаточно прикреплены к частицам определённых порошковых красок даже после правильно проведенного процесса бондирования. Причина этого кроется в поверхностном натяжении пигментов и смол порошковых красок. Проблему можно решить путем изменения обработки поверхности. При необходимости следует проверить успешность склеивания пигмента со смолой с помощью соответствующих механических или электростатических испытаний на разделение.
В связующую смесь добавляется антислеживатель для поддержания ее текучести. В отдельных случаях антислеживатель может ухудшить пластинчатую форму пигмента и, следовательно, его характеристики. Эту проблему можно быстро преодолеть, заменив антислеживатель, например, с пирогенного кремнезема на оксид алюминия.
Сухое смешивание
Преимущества простого и недорогого смешивания порошковой краски и пигментов со спецэфектами иногда сводится на нет такими проблемами, как помутнение окрашенной поверхности, эффект фоторамки, чёрные пятна или отсутствие пигмента в осевшей на поверхности изделия порошковой краске. Эти проблемы являются результатом явлений разделения. В сухих смесях пигменты со спецэффектами и порошковые краски действительно напыляются в одинаковых условиях. Но они имеют разные свойства и могут перемещаться независимо друг от друга.

Полностью предотвратить явления разделения в сухих смесях невозможно. Но можно противодействовать им посредством подходящего подбора параметров нанесения и подбора пигментов. Для этого необходимо знать, что происходит с порошковой краски во время обработки сухой смеси в окрасочном оборудовании.
Зарядка смеси порошка и пигмента начинается еще до распыления в коронном или трибопистолете. Частицы накапливают заряд в бункере для псевдоожижения и в шлангах за счёт трения друг о друга. Этот заряд нельзя недооценивать. Отношение заряда к массе (q/m), полученное посредством неконтролируемого трибо- и контактного заряда частиц, часто сопоставимо со значениями, полученными при коронном заряде, и лишь частично перекрывается коронным разрядом на электроде пистолета. Это приводит к разделению частиц пигмента и порошка во время осаждения на подложку.
Откуда берётся этот заряд и можно ли на него повлиять? Ни порошковые краски, ни пигменты не являются идеальными диэлектриками. Кроме того, они принципиально различаются по составу и структуре, что приводит к их различиям на уровне Ферми. Если различные материалы сталкиваются друг с другом, электроны или заряды переходят от материала с более высоким уровнем Ферми к материалу с более низким уровнем. Это приводит к контактному заряду частиц еще до распыления. Обработка поверхности эффектных пигментов, а также состав порошковых красок определяют, какой из материалов заряжается положительно, а какой отрицательно.
Кроме того, на заряд влияют температура и относительная влажность воздуха. В целом, контактный заряд уменьшается при более высоких уровнях влажности, поскольку поверхностная проводимость частиц в этих условиях увеличивается.
Контактный заряд частиц может быть частично компенсирован адаптированной формулой порошковых красок и соответствующей настройкой параметров нанесения. Существует множество вариантов пигментов, которые специально оптимизированы для обработки в сухих смесях.
Корона
Наиболее распространённым методом зарядки порошка является коронный (электростатический) процесс. Он происходит, когда отрицательное максимально высокое напряжение на кончике электрода создаёт коронный разряд. Молекулы воздуха ионизируются в зоне зарядки шириной приблизительно 20–30 мм. Ионы воздуха, в свою очередь, заряжают пролетающие частицы порошковой краски и частицы пигмента.
Сравнение зарядов частиц пигмента и порошкового покрытия возможно на основе уравнения Паутенье. В этом уравнении указаны основные факторы, влияющие на зарядку частиц:
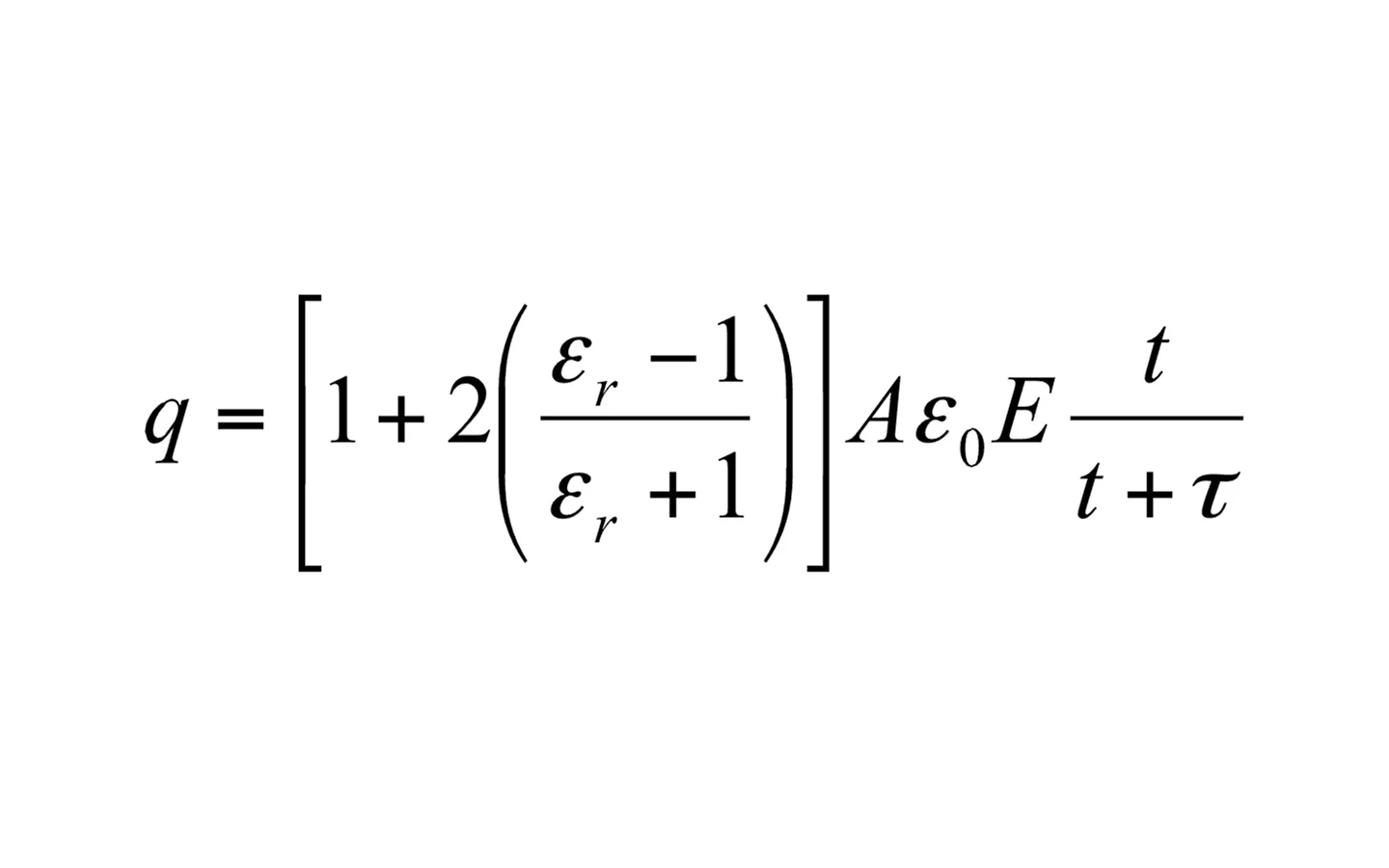
где:
- q: заряд
- E: напряжённость электрического поля
- εr: относительная диэлектрическая проницаемость
- t: время, в течение которого частица находится в зоне заряда
- A: поверхность частицы
- ε₀: диэлектрическая проницаемость вакуума
- τ: постоянная времени зарядки
Зарядка происходит за доли секунды. Время нахождения частиц в зоне зарядки — примерно от 10⁻⁴ до 10⁻³ секунд — достаточно для достижения заряда насыщения.

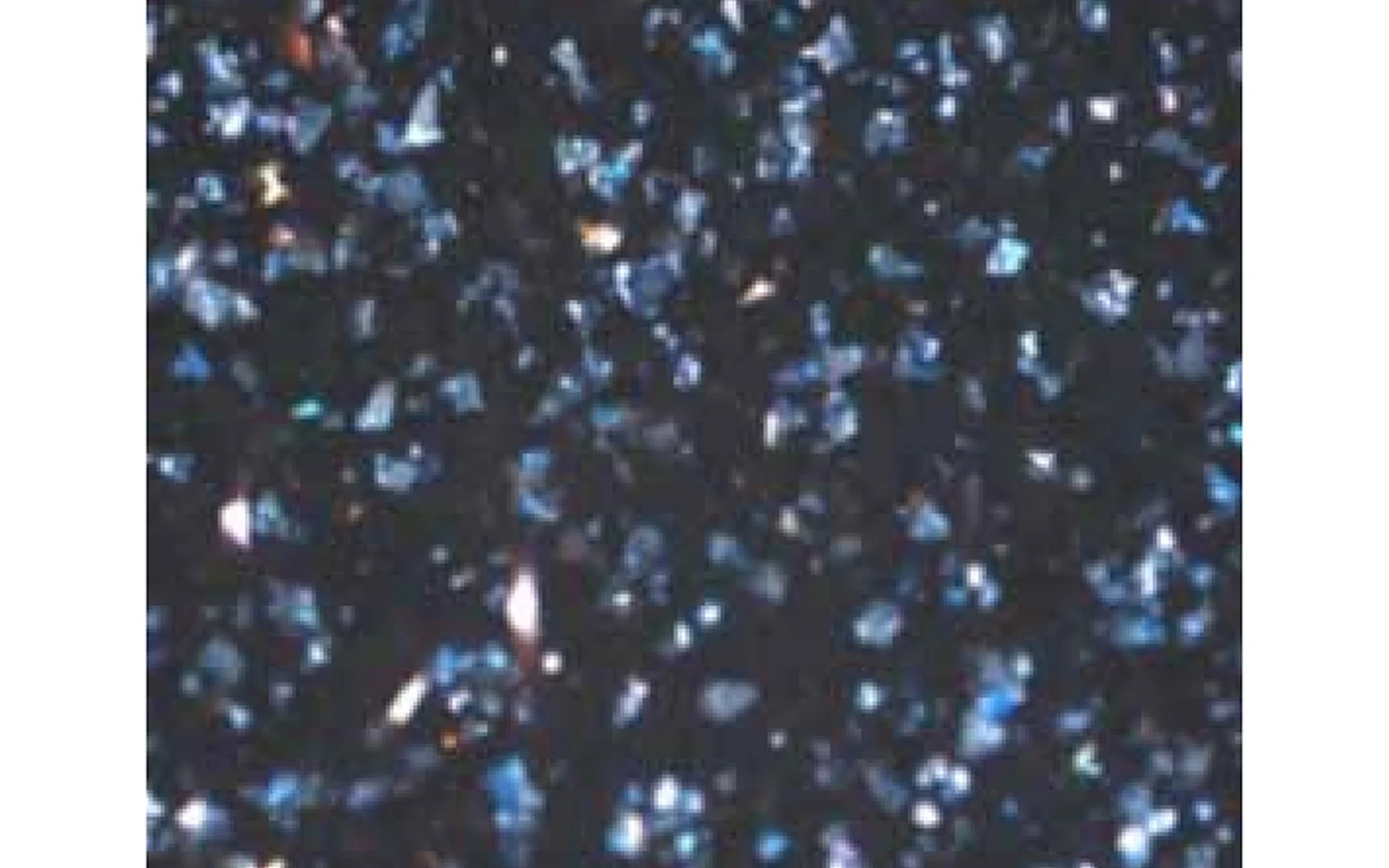
Благодаря слою оксида металла, пигменты со спецэффектами имеют значительно более высокую диэлектрическую проницаемость (εr), чем частицы порошкового краски (TiO₂: εr > 100, полиэфирная смола: εr = 3 –5). Более того, поверхность частицы пигмента существенно больше, чем у частицы порошковой краски сопоставимой массы. Поэтому пигменты со спецэффектами заряжаются сильнее, чем частицы порошковой краски.
Траекторию заряженной частицы, вылетевшей из форсунки электростатического распылителя, определяют аэродинамические силы и гравитация. Первичные электростатические силы, вызывающие осаждение и адгезию частиц на поверхности подложки эффективны только в непосредственной близости от окрашиваемой детали, поскольку сила поля уменьшается пропорционально квадрату расстояния между частицей и деталью.
Однако эти электростатические силы имеют решающее значение для осаждения и адгезии частиц на детали. При соотношении заряда к массе q/m ниже 0,2 мкКл/г не обеспечивается достаточной адгезии частиц к заземлённой подложке. С другой стороны, отношение заряда к массе более 3,5 мкКл/г снижает адгезию частиц порошка, оседающих наружным слоем и контактирующих с другими частицами краски, а не с металлом подложки. Удельный заряд эффектных пигментов в сухой смеси, как правило, выше, чем у частиц порошка. Они плохо осаждаются на более толстых слоях и также более склонны к обратной ионизации. Таким образом, более сильный заряд пигментов-металликов является основной причиной помутнения, чёрных пятен и непригодности для дальнейшего напыления вторичной порошковой краски.
Определение оптимальных параметров нанесения — это не просто вопрос проб и ошибок. Наблюдая законы физики, лежащие в основе заряда, можно сделать логические выводы для рациональной корректировки параметров нанесения. На осаждение порошковой краски и частиц пигмента в первую очередь влияют:
-
-
- Химический состав
- Размер частиц и, следовательно, гранулометрический состав частиц
- Флюидизация
- Заряд
- Скорость потока порошка
- Расстояние пистолет/подложка
- Приложенное высокое напряжение
- Поверхностное сопротивление порошка (относительная влажность)
-
Эксперименты подтвердили, что изменение силы тока, напряжения и скорости потока воздуха влияют на поведение пигментов-металликов главным образом посредством изменения осаждения частиц порошковой краски и соответственно изменением толщины слоя осевшей краски.
Поэтому сухие смеси можно легко наносить, если, с одной стороны, правильный подобрать условия нанесения, которые обеспечат необходимое осаждение частиц порошка. А с другой стороны, они должны предотвратить эффект обратной ионизации.
Для практической реализации этого общего правила есть несколько отправных точек:
- Последующее нанесение пигмента
- Состав порошкового покрытия
- Распределение размеров частиц
- Напряжение
- Расстояние пистолета от подложки
- Управление током
- Поток воздуха через пистолет
Следующие общие выводы можно сделать из экспериментов по повышению эффективности нанесения порошковых красок-металликов:
- Шланги должны быть максимально короткими, токопроводящими и заземлены. Это снижает эффекты разделения от неконтролируемого турбонаддува перед пистолетом.
- Плоскоструйные сопла снижают риск разбрызгивания пигмента. Однако, если черные пятна представляют большую проблему, в некоторых случаях может быть выгодно использовать небольшие перегородки.
- Расстояние между пистолетом и подложкой должно быть не менее 30 см.
- Вполне достаточно напряжения 60 кВ.
- Ограничение тока должно быть на уровне 10–15 мкА.
- Умеренное количество подаваемого порошка улучшает зарядку его частиц.
- Пистолет-распылитель следует регулярно чистить.
Трибостатическое нанесение
Обработка сухих смесей в трибо-пистолетах может привести к обширным отложениям эффектных пигментов на поверхностях ПТФЭ внутри пистолета. Зарядка порошкового покрытия и частиц пигмента значительно ухудшается. По этой причине мы не можем рекомендовать трибо-нанесение сухих смесей, содержащих эффектные пигменты..