О дефектах порошковых покрытий
На порошковых полимерных покрытиях могут возникать различные дефекты, которые не только эстетически неприятны, но и негативно влияют на качество и функциональность окрашенного объекта. Они имеют различные причины и могут возникать на протяжении всего процесса нанесения порошковой краски. К ним относятся проблемы, вызванные неадекватной предварительной обработкой подложки, неравномерная толщина покрытия и его повреждения в процессе полимеризации.
Различные проблемы порошковой окраски
- Несоответствующая подготовка поверхности окрашиваемого объекта уже сама по себе может привести к неприемлемым результатам, потому что нанесенное лакокрасочное покрытие не будет держаться, будет держаться недостаточно или неравномерно. Это также может быстро привести к включению в плёнку покрытия примесей, которые не только непривлекательны визуально, но также могут снизить защитную функцию покрытия.
- Нанесение порошковой краски также таит в себе потенциал для ошибок. Слишком малая или слишком большая толщина покрытия не являются оптимальными. Электростатические явления также могут привести к негативному внешнему виду покрытия, особенно при окрашивании сложных геометрических форм. Порошковая краска неравномерно оседает на краях и углах изделия из-за недостаточного заземления или чрезмерного тока во время нанесения, частично не прилипает к подложке или образуются небольшие кратеры.
- Процесс полимеризации необходимо проводить в условиях чистоты. Слишком высокие или слишком низкие температуры в печи отверждения также могут вызывать дефекты окраски.
Краткий обзор закономерностей ошибок
Ниже приведен подробный обзор типичных ошибок с указанием их основных причин и решений.
- Плевки порошковые
- Кратеры / нарушения смачивания поверхности
- Булавочные проколы
- Посторонние включения
- Перегрев красочного слоя. Хрупкость/пожелтение
- Недостаточный нагрев слоя порошковой краски
- Недостаточное заземление
- Толщина слоя слишком мала
- Слишком большая толщина плёнки покрытия
- Эффект фоторамки
- Отстрелы
- Клетка Фарадея
- Загрязнение посторонним порошком
- Загрязнение смазочными материалами
- Выделение газов
- Плохая флюидизация
Плевки порошковые
Внешний вид
На поверхности и покрытия образуются порошковые отложения. После отверждения краски в печи они проявляются в виде выпуклостей, состоящих из порошковой краски.
Причины
- Плохое псевдоожижение
- Износ заборника порошка
- Спекание краски в инжекторе или порошковом шланге
- Влага в порошковой краске
- Мелкодисперсная фракция, как причина плохого псевдоожижения
Подробное описание причин
- Если скорость воздуха в порошковом шланге слишком низкая, это может привести к образованию отложений и дальнейшим выбросам порошка в виде плевков.
- Использование вторичной краски изменяет общий гранулометрический состав используемой порошковой краски и, следовательно, оказывает влияние на псевдоожижение.
- Загрязнение краски также может способствовать образованию отложений порошка в транспортной системе и, вследствие этого, приводить к его неравномерным выбросам.
- Сужение диаметра шланга.
Решения
- Проверка уровня псевдоожижения в бункере
- Проверка заборника порошка, замена при необходимости
- Предотвращение конденсации влаги в порошковой краске
- Проверка заземления
- Измерение количества выходящего порошка
- Проверка параметров нанесения
- Использование свежего порошка
- Проверка укладки шланга
Подробное описание решений
- Следите за параметрами воздуха — при необходимости увеличьте подачу дозирующего/ дополнительного воздуха. Используйте шланги меньшего диаметра или их укладку с радиусом не менее 150-200 мм.
- Усовершенствуйте систему рекуперации порошка, установив новую систему дозирования порошка с контролем уровня возврата. Это обеспечит правильное соотношение рециркулируемого и свежего порошка.
- Во время ежедневной очистки проверяйте инжекторы и форсунки, и заменяйте их при необходимости.
- Избегайте перегибов или сдавливания, например, из-за кабельных стяжек.
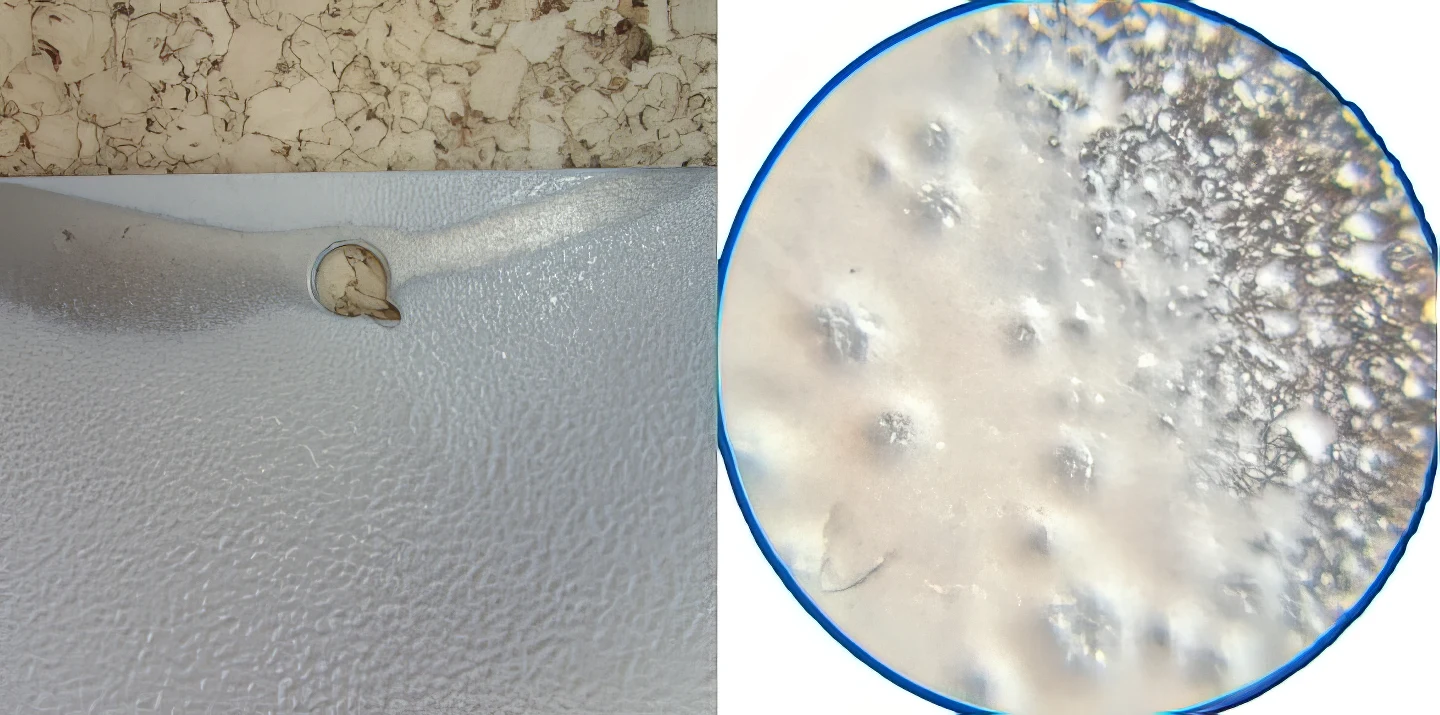
Кратеры / нарушения смачивания поверхности
Внешний вид

Обычно округлые или неправильной формы углубления в плёнке покрытия с открытой подложкой в центре
Причины
- Силиконы, смазки, масла.
- Недостаточная предварительная обработка.
- Загрязнённый окружающий воздух.
- Загрязнённая порошковая краска.
- Влага и/или масло в линии сжатого воздуха.
Подробное описание причин
- Недостаточная предварительная обработка не обеспечивает тщательной очистки поверхности подложки. В результате на поверхности подложки остаются несмачиваемые вещества, такие как масла, смазки или силиконы.
- Загрязнение несовместимыми порошковыми красками.
- Наличие масла или воды в сжатом воздухе может привести к проблемам со смачиванием.
Решения
- Обеспечение чистоты окрашиваемой поверхности и рабочей среды
- Проверка параметров ванны
- Проверка сжатого воздуха
- Проверка порошковой краски на наличие загрязнений
- Повторное нанесение порошковой краски на деталь
Подробное описание решений
- Постоянные и регулярные проверки параметров ванны во время предварительной обработки и ведение соответствующей документации повышают эффективность очистки и срок службы покрытия в долгосрочной перспективе.
- Тщательная очистка транспортной системы перед сменой порошка предотвращает смешивание различных порошковых красок.
- Проверка и техническое обслуживание масло- и водоотделителей сжатого воздуха (например, с помощью зеркального теста). Разработка планов технического обслуживания и регулярных проверок.
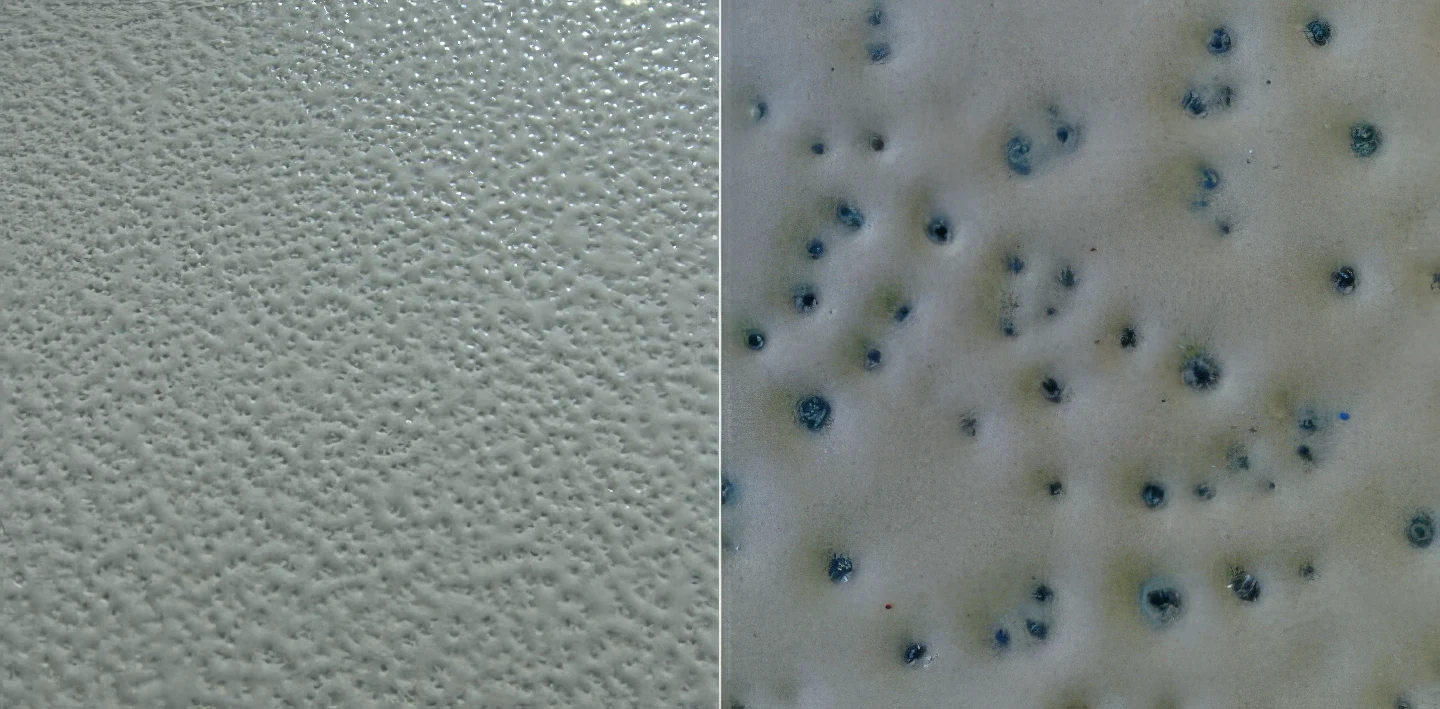
Булавочные проколы
Внешний вид

Микрократеры / поры в покрытии
Причины
- Неподходящая толщина слоя
- Выделение газов из подложки
- Несовместимость с другими порошковыми красками
Подробное описание причин
- Если толщина покрытия слишком велика, выделение газов из подложки или продуктов разложения затруднено. И они не успевают выйти через слой покрытия во время химической сшивки.
- Если толщина покрытия слишком мала, её не хватает для покрытия грубой, например, обработанной пескоструйным методом, поверхности.
- Смешивание двух систем порошковых красок также может привести к образованию микропор.
Решения
- Оптимизация толщины покрытия
- Предварительный прогрев детали перед окраской
- Обеспечение чистоты
Подробное описание решений
- Толщину покрытия следует всегда проверять в процессе работы и соблюдать в соответствии со спецификациями производителя. Это не только предотвращает ошибки, но и экономит средства.
- Избегайте излишне шероховатых поверхностей, например, во время пескоструйной обработки.
- Обеспечьте чистоту транспортной системы перед каждой сменой порошковой краски, чтобы избежать переноса/загрязнения.
Посторонние включения
Внешний вид

Наличие инородного тела в лаковой поверхности, атипичное возвышение на лаковой поверхности.
Причины
- Загрязнение транспортной системы, окрасочной камеры, конвейера, печи полимеризации
- Смена цвета
- Человеческий фактор: волосы, волокна одежды и т. д.
- Производственные источники дефектов, такие как стружка или агломераты
Подробное описание причин
- Если окрасочная камера, конвейер или порошковая печь не обслуживаются и не чистятся регулярно, грязь может накапливаться и оседать на окрашиваемых изделиях.
- Окрасочные линии без системы предварительного просеивания более подвержены дефектам окраски в виде посторонних включений.
- Производственные дефекты прессования окрашиваемых деталей или сколы краски, выступающие из лакокрасочного покрытия.
Решения
- Разработайте план профилактических очистных мероприятий.
- Вибросито снижает риск загрязнения в системе подачи и переноса порошковой краски.
- Регулярный предварительный осмотр окрашиваемых изделий приводит к снижению процента брака.
Подробное описание решений
- Разработайте план профилактических очистных мероприятий.
- Вибросито снижает риск загрязнения в системе подачи и переноса порошковой краски.
- Регулярный предварительный осмотр окрашиваемых изделий приводит к снижению процента брака.
Перегрев красочного слоя. Хрупкость/пожелтение
Внешний вид

Варьируется в зависимости от типа порошка. Например, желтоватый оттенок при светлых цветах порошкового покрытия.
Причины
Несоответствие условий полимеризации спецификациям производителя
Подробное описание причин
- Обычно это происходит из-за слишком длительного времени выдержки в печи для отверждения или слишком высоких температур в печи отверждения.
- Печь с прямым газовым нагревом также может вызывать пожелтение.
Решения
- Проверьте параметры печи
- Проверьте и соблюдайте условия полимеризации согласно требованиям производителя
- Соблюдайте время выдержки изделий в печи и избегайте остановок конвейера в печи для отверждения
Подробные решения
- Соблюдайте условия полимеризации, указанные производителем порошковой краски.
- Необходимо избегать остановок конвейерной ленты в печи для отверждения. При длительных простоях температуру печи следует снизить.
- Используйте порошковую краску, стабилизированную для полимеризации в газовой печи.
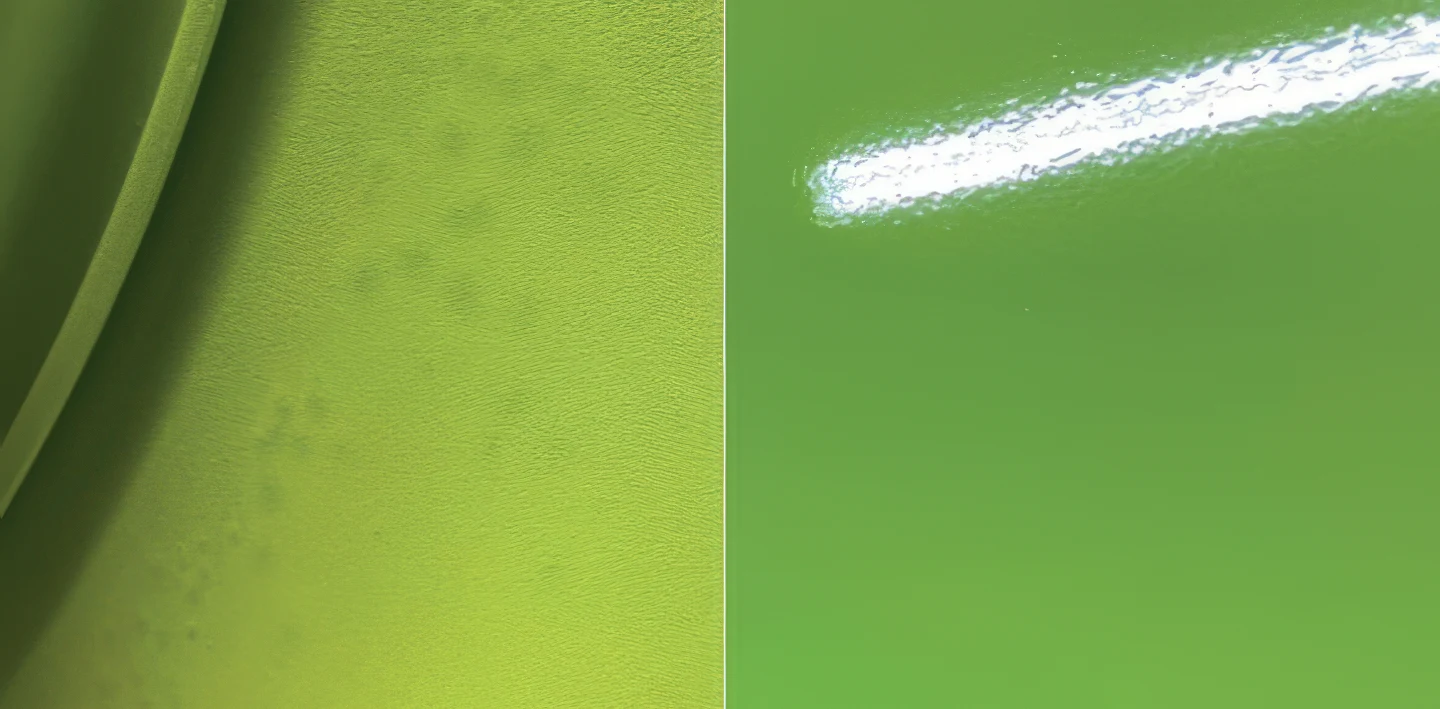
Недостаточный нагрев слоя порошковой краски
Внешний вид
Слишком блестящая поверхность. Плохая адгезия (тест на царапину)
Причины
Недостаточные условия прижигания
Подробное описание причин
- Недостаточные условия отверждения приводят к неполному сшиванию порошковой краски. В результате не удается достичь необходимых химических и механических свойств покрытия.
- В случае матовых порошковых покрытий это может привести к увеличению блеска.
Решения
- Проверка температуры полимеризации
- Дополнительное отверждение покрытия на окрашенных изделиях
- Проведение измерений температуры в печи
Подробные решения
- Условия отверждения покрытия можно оптимизировать после проведения измерений температуры в печи.
- Эффективное правило: время отверждения порошковой краски (10 мин. / 180°C) при температуре циркулирующего воздуха 180°C:
- ① + 6 минут при толщине металла 1 мм
- ② + 3 минуты на каждый дополнительный миллиметр толщины металла
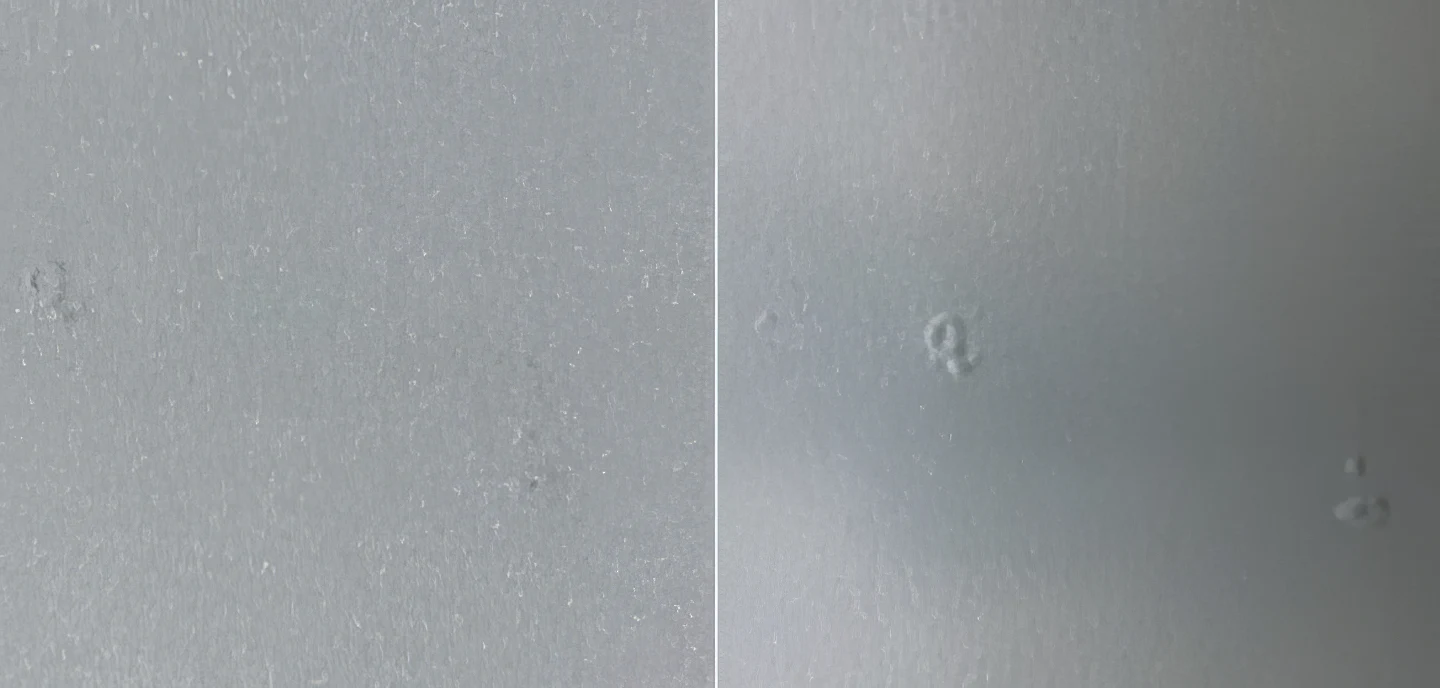
Недостаточное заземление
Внешний вид
Порошковое покрытие местами не оседает на окрашиваемой поверхности. Круговые проколы в плёнке покрытия из-за напряжения
Причины
- Затруднён отток электронов
- Избыток заряда на окрашиваемой детали
Подробное описание причин
- Если на поверхности окрашиваемого изделия избыток свободных электронов, заряженные частицы порошковой краски не могут прилипнуть к нему.
- Это часто проявляется в виде круговых пробоев напряжения (эффект обратного распыления/ионизации).
- Покрытие на металле действует как изолятор.
Решения
- Проверка заземления
- Подключение заземляющего провода
- Использование очищенных крючков подвески деталей
Подробные решения
- Проверка заземления окрашиваемой детали и элементов подвески.
- Проверка заземляющего кабеля и его подключение при необходимости.
- Использование очищенных подвесок.
- Высокое напряжение (кВ) и ток (мкА) должны быть снижены.
Толщина слоя слишком мала
Внешний вид
Просвечивание подложки. Отсутствие сплошной плёнки порошкового покрытия. Поверхность выглядит неровной
Причины
- Слишком слабый расход порошковой краски в единицу времени
- Слишком короткое время нанесения порошковой краски
- Неоптимальный заряд порошковой краски
- Образование клетки Фарадея
- Недостаточное заземление
Подробное описание причин
- Недостаточное количество порошка (подача воздуха).
- Слишком высокая скорость конвейера.
- Слишком длинные секции питающего шланга.
Решения
- Оптимизация параметров нанесения порошковой краски
- Проверка продолжительности нанесения порошковой краски и её увеличение при необходимости
- Обеспечение заземления
Подробные решения
- Увеличение расхода порошковой краски в единицу времени или снижение скорости конвейера.
- Оптимизация напряжения (кВ) и тока (мкА) для качественного нанесения порошковой краски.
- Проверка инжектора и приёмного сопла и их замена при необходимости.
- Использование коротких участков питающего шланга для достижения оптимального потока порошка.
Слишком большая толщина плёнки покрытия
Внешний вид

До отверждения: неравномерный слой
После отверждения:
-
- Апельсиновая корка, булавочные проколы
- Утолщение покрытия на краях
- Стекание слоя краски вниз на стадии гелеобразования, образование потёков
Причины
- Чрезмерный расход порошковой краски в единицу времени
- Чрезмерно высокая температура окрашиваемого изделия во время напыления порошковой краски
- Неблагоприятная геометрия окрашиваемого изделия
- Слишком высокий ток
- Несогласованность скорости конвейера и движений манипулятора
Подробное описание причин
- Неблагоприятная геометрия детали способствует чрезмерной толщине плёнки покрытия.
- Проверьте синусоидальную кривую автоматического нанесения. Если соотношение скорости конвейера и скорости хода манипулятора неправильное, деталь слишком долго находится перед порошковыми пистолетами.
- Слишком высокая температура деталей перед напылением порошковой краски.
- Чрезмерный ток также способствует чрезмерной толщине слоя.
Решения
- Оптимизация параметров нанесения порошковой краски, например, уменьшение расхода в единицу времени, напряжения, силы тока.
- Увеличение расстояния между распылительной форсункой и окрашиваемой деталью.
- Сокращение времени напыления порошковой краски в пересчёте на единицу площади окрашиваемых изделий.
- Не наносите порошковую краску на нагретые детали.
Подробное описание решений
- Дайте предварительно нагретым деталям остыть дольше; при необходимости проверьте температуру лазерным термометром перед нанесением порошковой краски.
- Если геометрия детали сложная, часто помогает изменение системы подвески.
- Проверьте и, при необходимости, оптимизируйте синусоидальную кривую вертикальных движений манипулятора, чтобы сократить время выдержки деталей в окрасочной камере и, следовательно, время нанесения порошковой краски.
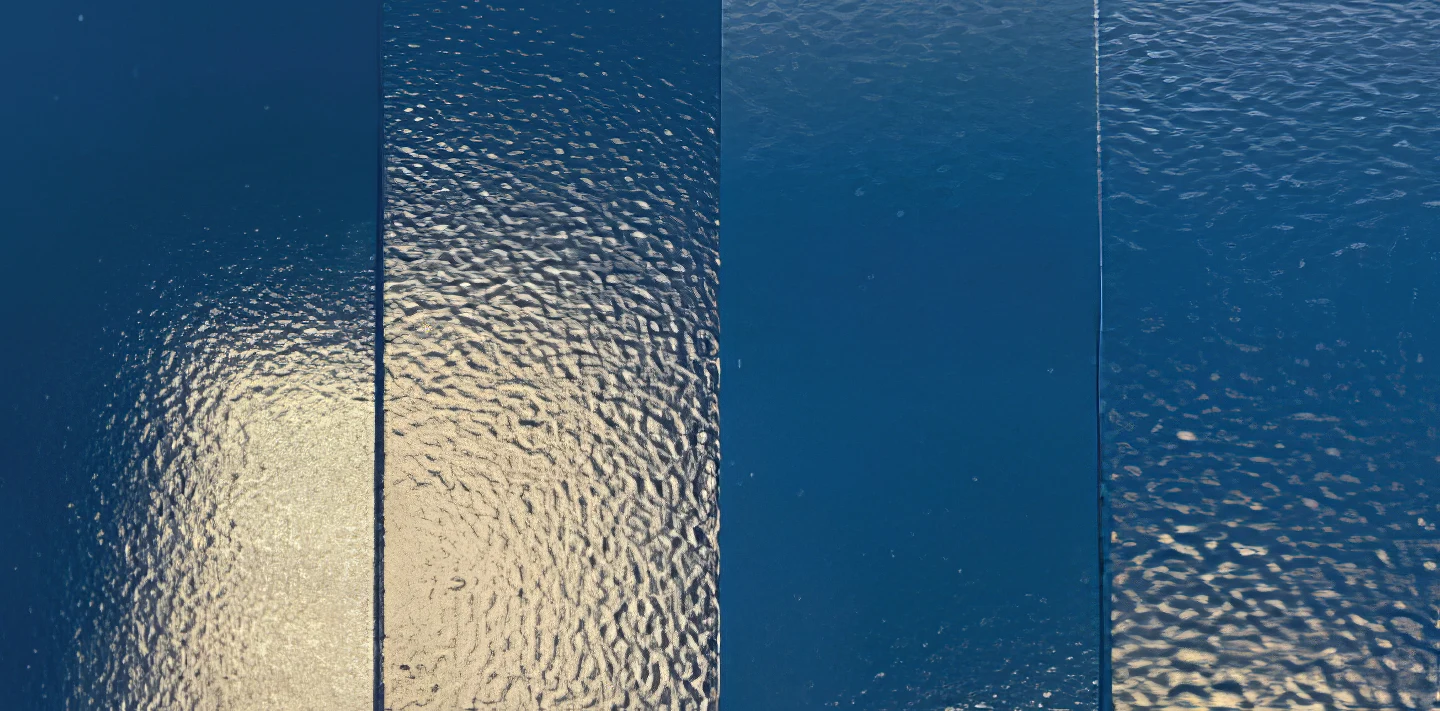
Эффект фоторамки
Внешний вид

Поверхность выглядит неравномерной. Усиленное напыление порошковой краски по углам и краям.
Причины
- Слишком сильный ток и высокое напряжение
- Слишком большое расстояние между распылительной форсункой и окрашиваемым изделием
- Слишком высокий расход порошковой краски в единицу времени
Подробное описание причин
- Если напряжение и ток слишком высоки, на поверхность окрашиваемого изделия попадает слишком много свободных электронов. Силовые линии электрического поля наиболее сильно замыкаются по краям изделия, поэтому на них оседает более толстый слой порошковой краски.
- Этот эффект усиливается, если пистолеты находятся слишком далеко от изделия. Это приводит к более выраженному обволакиванию краёв порошковой краской. После её отверждения эффект проявляется как эффект «рамки для картины/фоторамки».
Решения
- Снижение напряжения и тока
- Уменьшение расстояния между распылительной форсункой и окрашиваемой деталью
- Использование подходящих насадок для пистолета (щелевое сопло, дефлектор)
Подробные решения
- Снижение тока, напряжения и расстояния между пистолетом и обрабатываемой деталью. Это приводит к более однородной толщине плёнки покрытия.
- Увеличение скорости воздушного потока также может уменьшить «эффект фоторамки».
Отстрелы
Внешний вид
Выглядят как поверхностные кратеры на плёнке порошкового покрытия. Частицы порошковой краски отталкиваются от поверхности («эффект ледяного цветка»).
Причины
- Слишком высокое напряжение (кВ), слишком большой ток (мкА)
- Грунтовка или «первый слой» обладают изолирующим эффектом
- Слишком малое расстояние между краскопультом и компонентом
- Недостаточное заземление
Подробное описание причин
- Обратные вспышки напряжения — это небольшие «взрывы» на поверхности порошкового напыления. Избыточное накопление электронов из-за чрезмерно высокого напряжения (кВ), тока (мкА) приводит к резким сбросам заряда.
- Грунтовка или второй слой приводят к накоплению краски с изолирующим эффектом.
- Если расстояние между форсункой распылителя и поверхностью окрашиваемой детали слишком мало, это способствует образованию более сильного электрического поля.
- Недостаточное заземление не позволяет электронам отводиться с поверхности, что может привести к обратным вспышкам напряжения на поверхности.
Решения
- Снизить напряжение (кВ), ток (мкА) и увеличить расстояние от форсунки распылителя до окрашиваемого изделия.
- Оптимизировать заземление.
Подробное описание решений
- Следует снизить высокое напряжение (кВ) и ток (мкА).
-
Следует увеличить расстояние от форсунки распылителя до окрашиваемого изделия.
-
Проверить заземление и оптимизировать при необходимости.
- Также может помочь использование ионной ловушки (например, коронного кольца).
Клетка Фарадея. Плохое проникновение порошковой краски в сложные геометрические формы.
Внешний вид
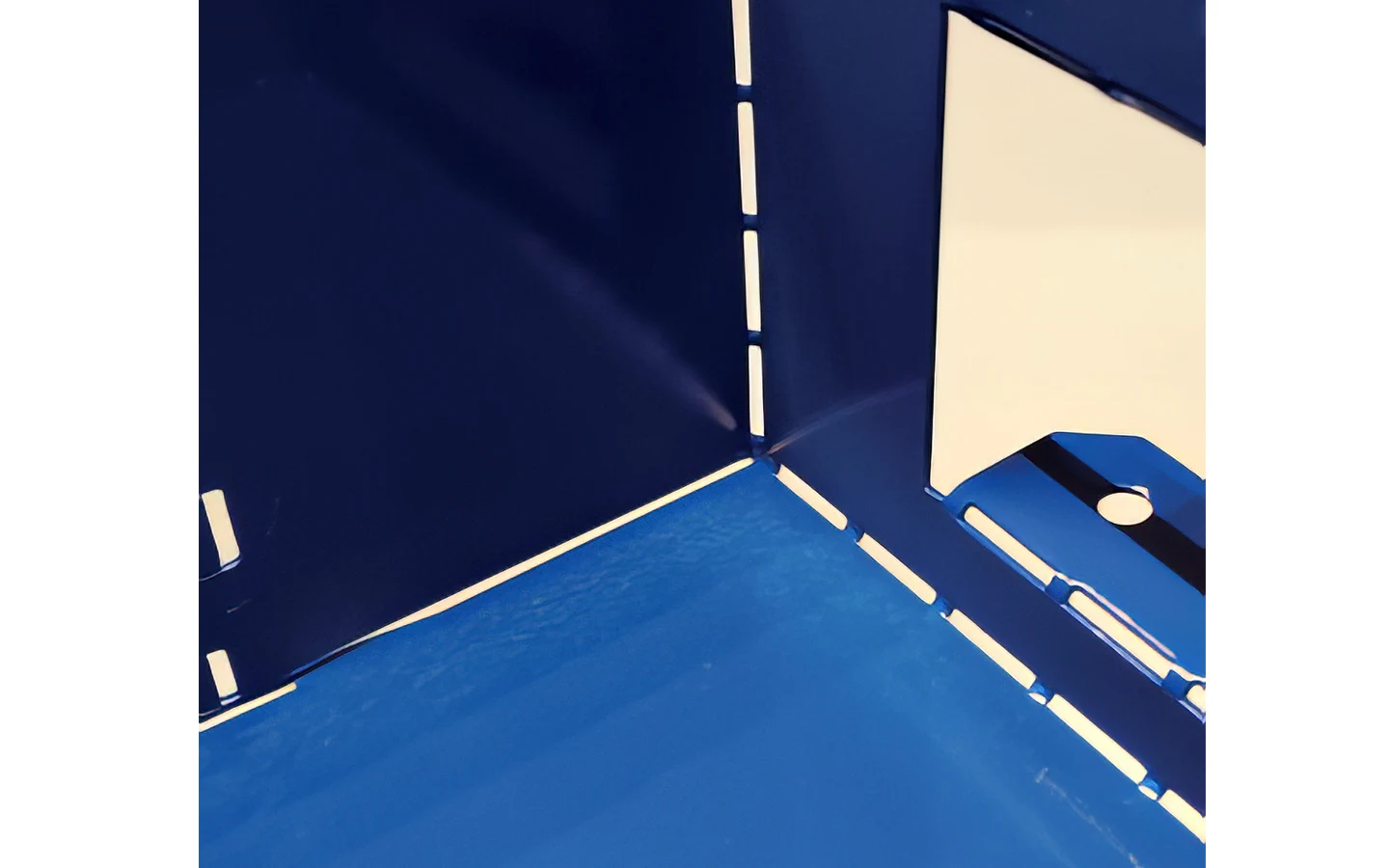
Внутренние углы, кромки и подрезы покрыты не полностью. Большие различия в толщине покрытия в труднодоступных участках и на открытых.
Причины
- Слишком высокое давление транспортного/дозирующего воздуха
- Слишком низкий расход порошка в единицу времени
- Неправильный выбор форсунки
- Слишком высокий ток
- Недостаточное заземление
- Слишком большое расстояние от форсунки распылителя до окрашиваемого изделия
Подробное описание причин
- Если давление транспортного/дозирующего воздуха слишком высокое или расстояние между пистолетом и компонентом слишком мало, порошок может быть сдут в процессе напыления.
- При окраске сложных трёхмерных изделий нанесение порошковой краски будет затруднено, если ток/высокое напряжение слишком высоки.
Решения
- Уменьшение давления транспортного/дозирующего воздуха, тока/высокого напряжения или расстояния от форсунки распылителя до окрашиваемого изделия
- Использование трибостатического напылителя
- Оптимизация заземления
- Установка коронного кольца
Подробное описание решений
- Уменьшение расстояния от форсунки распылителя до окрашиваемого изделия со сложной геометрической формой.
-
Уменьшение давления транспортного/дозирующего воздуха (мягкое облако).
-
Уменьшение тока/ напряжения, чтобы уменьшить количество свободных электронов. Это уменьшает эффект клетки Фарадея, и порошок может лучше проникать в углы и подрезы.
- Уменьшение избытка электронов с помощью ионной ловушки (например, коронного кольца).
Загрязнение посторонним порошком
Внешний вид
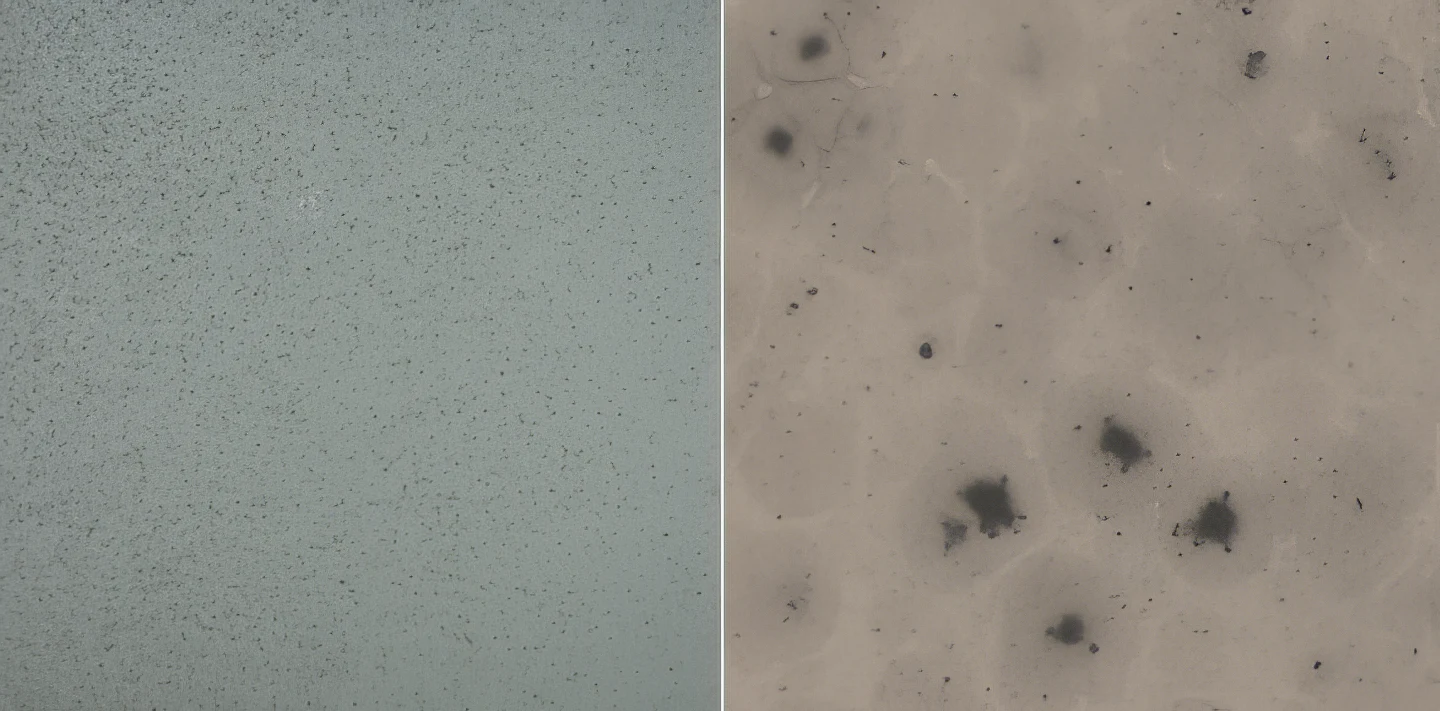
Частицы разного цвета на поверхности плёнки покрытия
Причины
- Загрязнение печи полимеризации
- Недостаточная чистота окрасочного оборудования при смене цвета
- Загрязнение конвейера/поддона/каретки
- Загрязнение в результате очистки
- Неблагоприятные воздушные потоки
- Дефекты системы (например, фильтра)
Подробное описание причин
- Некорректно работающие воздуховоды и чрезмерная скорость воздуха в зоне входа в печь могут привести к сдуванию частиц порошковой краски и их осаждению на других изделиях.
- Частицы порошковой краски могут, например, оседать на цепи конвейера и оттуда попадать на окрашенную поверхность.
- Во время очистки оборудования частицы порошковой краски часто поднимаются в воздух и могут оседать где угодно.
- Если есть дефекты системы, например, на фильтре или циклоне, это может привести к переносу/загрязнению в циркуляционной системе.
Решения
- Проверка печи полимеризации и её очистка при необходимости
- Добиваться максимальной чистоты во время смены цвета, поскольку в ином случае неминуемо загрязнение поверхности окрашенных деталей
- Регулярная очистка конвейера и транспортных тележек
- Оптимизация очистки системы, например, вакуумная очистка
- Проверка эффективности вытяжки в камере напыления
Подробное описание решений
- Регулярная проверка потока воздуха и скорости воздуха в печи (графики технического обслуживания).
- Регулярная очистка периферийных устройств системы.
- В идеале, при очистке камер напыления следует использовать пылесосы вместо пневматических пистолетов. Это может снизить загрязнение частицами порошковой краски на периферии системы.
Загрязнение смазочными материалами
Внешний вид
Кратеровидные нарушения растекаемости на поверхности плёнки покрытия
Причины
- Загрязнение на поверхности окрашиваемого изделия
- Неправильная предварительная обработка
- Масло в системе подачи сжатого воздуха
Подробное описание причин
- Загрязнения на поверхности окрашиваемых изделий может обусловить проблемы с её смачиванием и растекаемостью плёнки покрытия.
- Неправильно подобранная или некачественная смазка цепи конвейера.
- Масло или конденсат в линии сжатого воздуха.
Решения
- Используйте подходящие химические реагенты для предварительной обработки окрашиваемой поверхности.
- Проверьте маслоотделитель в линии сжатого воздуха, при необходимости установите его.
Подробное описание решений
- Определите подходящий химический состав для предварительной обработки совместно с поставщиком.
- Регулярный контроль процесса предварительной обработки.
- Используйте подходящие смазочные материалы для конвейера. Проверяйте его в соответствии с графиком технического обслуживания.
- Проверьте маслоотделитель/влагоотделитель, при необходимости замените его.
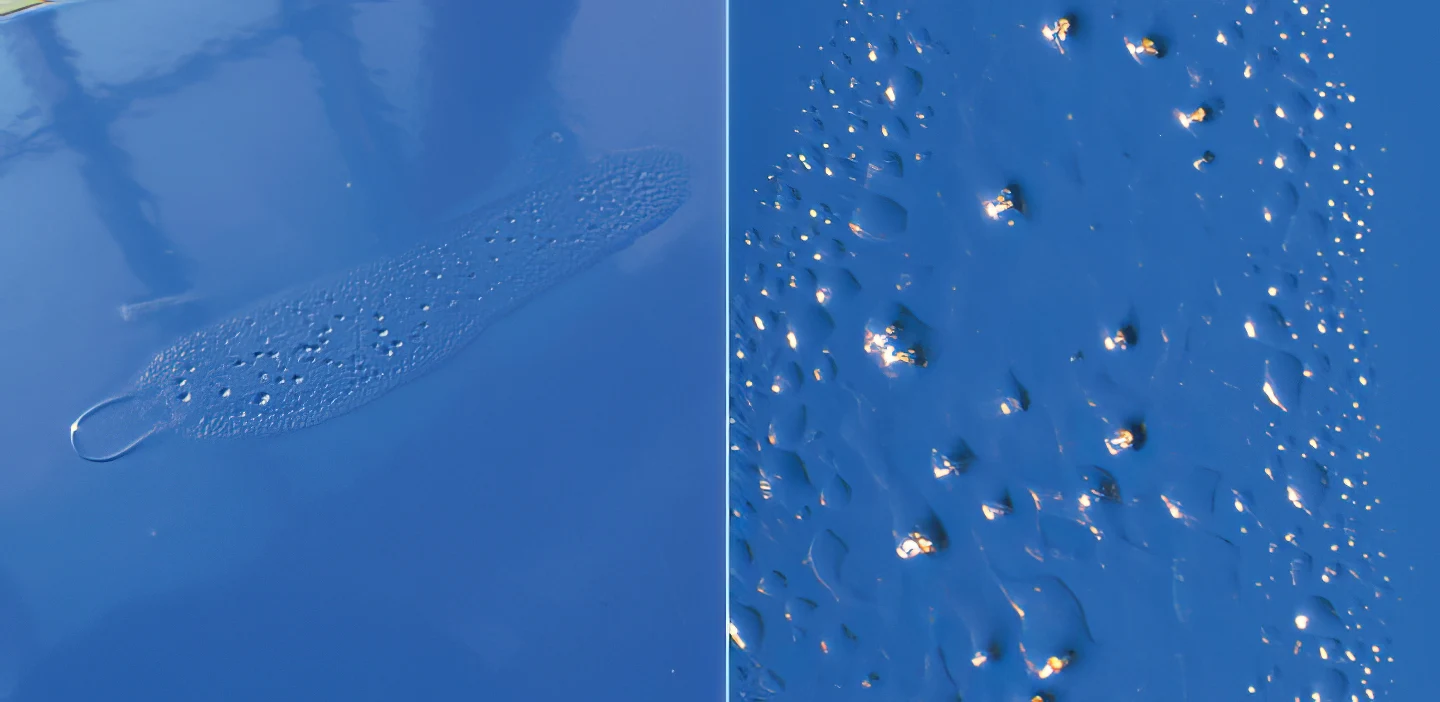
Выделение газов
Внешний вид

После отверждения плёнки покрытия порошковой краски на её поверхности можно увидеть точечные отверстия, пузырьки или кратеры.
Причины
- При нагревании из подложки выделяются жидкие или газообразные включения.
- Слишком большая толщина слоя.
- Неподходящая обработка поверхности.
Подробное описание причин
- Нагревание может привести к выходу газов из полых камер/микрополостей.
- В случае геометрических форм с выемкой, остатки влаги при нагреве могут выделяться и вызывать дефекты поверхности.
- Неподходящая предварительная обработка может привести к отложению кристаллов соли, химических остатков или масел/смазок на поверхности.
Решения
- Перед нанесением порошковой краски прогрейте предварительно подложку
- Оптимизируйте толщину покрытия
- Используйте порошковую краску, предназначенную для окраски газирующих поверхностей
Подробное описание решений
- Предварительный нагрев изделий может уменьшить/предотвратить выделение газов в процессе полимеризации.
- В случае окраски изделий, конструкция которых обуславливает задержку воды, может помочь изменение подвески.
- Акклиматизация окрашиваемых изделий может предотвратить образование конденсата на поверхности.
- Используйте подходящие химсоставы для предварительной обработки.
- Используйте порошковую краску, предназначенную для окраски газирующих поверхностей.
Плохая флюидизация
Внешний вид
Формирование фонтана в бункере пседоожижения. Формирование воздушных каналов в бункере пседоожижения.
Причины
- Слишком высокое давление сжатого воздуха.
- Слишком низкое давление сжатого воздуха.
- Неправильное хранение порошковой краски.
- Неисправная мембрана псевдоожижения.
- Неправильный уровень заполнения бункера псевдоожижения
Подробное описание причин
- К неоднородному псевдоожижению может привести слишком низкий уровень заполнения в бункере.
- Гранулометрический состав вторичной порошковой краски более мелкодисперсный в сравнении со свежей. Поэтому усиленный возврат вторичной порошковой краски может привести к проблемам с псевдоожижением.
- Засорение или дефект мембраны псевдоожижения негативно влияют на псевдоожижение.
- Масло или конденсат в линии сжатого воздуха, а также неправильные условия транспортировки/ хранения могут привести к образованию комков.
Решения
- Проверьте уровень заполнения бункера для псевдоожижения
- Непрерывно добавляйте в систему свежую порошковую краску
- Оптимизируйте подачу сжатого воздуха
- Очистите или замените мембрану псевдоожижения
- Проверьте сжатый воздух на наличие влаги/масла
Подробное описание решений
- Убедитесь в правильном уровне заполнения бункера для псевдоожижения.
- Проверьте датчик уровня порошковой краски.
- Непрерывное дозирование свежего порошка в режиме рециркуляции.
- Регулярно очищайте мембрану псевдоожижения, при необходимости заменяйте её.
- Используйте масло и конденсационные сепараторы (проверьте с помощью зеркального теста).
- Соблюдайте условия транспортировки/хранения в соответствии с техническим паспортом.
Как избежать ошибок при порошковой окраске
При устранении дефектов порошковых покрытий крайне важна точная оценка характера повреждений. Некоторые дефекты могут быть настолько серьёзными, что полный ремонт невозможен без ущерба для качества покрытия. В таких случаях лучшим вариантом является удаление существующего покрытия и полная перекраска.
Поэтому важно создать идеальные условия до нанесения порошковой краски, чтобы предотвратить появление дефектов покрытия. Среди прочего, решающее значение имеет выбор правильной краски. Тщательная подготовка и проведение процесса нанесения порошковой краски также крайне важны. Это включает в себя тщательную очистку поверхности, контроль внешних условий, таких как температура и влажность воздуха, правильное нанесение материала покрытия, а также регулярное техническое обслуживание и калибровку используемой системы нанесения порошковой краски.
По материалам зарубежной печати

Выпуск подготовил
Болдырев Андрей Анатольевич